
我公司水泥粉磨采用輥壓機+球磨機組成的開路聯合粉磨系統,設計臺時產量110t/h。自2010年投產以來,生產P·O42.5水泥實際臺時產量僅為95t/h左右,最低只有80t/h,噸水泥電耗高達40kWh/t以上。
1 主機配置
該系統主機配置見表1。
表1 水泥系統的主機配置

2 存在問題
由于熟料是直接從庫底經皮帶機送入配料庫,入磨熟料的溫度較高,在夏季的生產過程中,水泥磨瓦溫高,磨機經常跳停。故采取一系列的降溫措施:1)在熟料上淋水;2)磨機筒體淋水;3)在油冷系統上增加冷卻器;4)在不影響質量的情況下,加大磨內通風等,效果均不明顯。最后,為了生產,把水泥磨的磨尾瓦溫高磨機跳停報警值由65℃慢慢地分別放寬到70℃、72℃和75℃,還是不能連續生產,特別是在生產P·O52.5水泥時由于熟料溫度高,且料耗也高,設備跳停的頻率加大,幾乎2h就跳停一次。在生產P·O42.5水泥時每班跳停1~2次。電耗等經濟指標變的更差。設備連續跳停和噸水泥能耗高等問題一直困擾著我們,也嚴重制約著生產。
3 技改措施
3.1 三倉磨改為兩倉磨
經多次考察并做篩余曲線和顆粒級配分析后決定,將磨機二、三倉合并,原一倉倉長3.7m,二倉倉長2.7m,三倉倉長6.1m,改造后一倉倉長3.7m,二倉倉長8.8m,同時調整研磨體平均球徑及填充率,技改前后研磨體級配對比見表2。
表2 技改前后研磨體級配
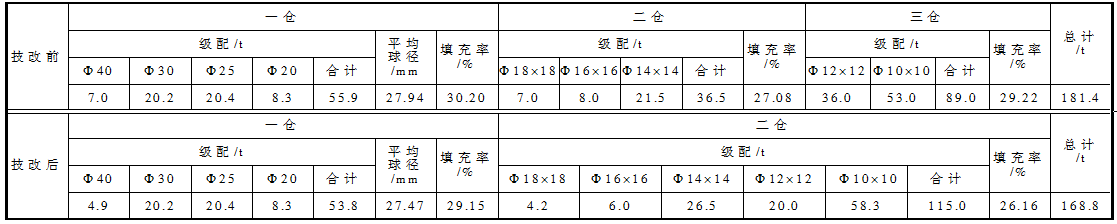
此項技改效果較明顯,生產P·O42.5水泥臺時產量從105t/h增加到108t/h,80μm篩余從2.0%降到1.2%,磨機功率從2650kW左右下降至2450kW,比表面積從330m2/kg增加到340m2/kg。
3.2 輥壓機改為雙進料裝置
經現場研究分析發現,輥壓機入口進料裝置只在一側有調整閘閥,物料由稱重倉喂入輥壓機時,一部分料直接作用在了一個輥面上。為此,我們在輥壓機入口加上雙進料裝置,使生料喂入兩輥中間,從而提高輥壓機的擠壓效果,充分發揮輥壓機的做功效率。
3.3 加高稱重倉
為了穩定入輥壓機的物料,防止產生離析,穩定輥壓機的工作電流,我們又把水泥磨稱重倉加高1m,稱重倉倉重的控制由20t提高到25t,從而保證了輥壓機的強制喂料。
這兩項技改后,輥壓機的電流提高2A左右。
3.4 V型選粉機導風葉片的調整
經摸索后發現,所有導風葉片全開時,即所有的葉片開度達到100%時,才能充分發揮V型選粉機的選粉效果,相同比表面積下臺時產量提高1t/h左右,水泥磨能夠很好地運行。
3.5 磨內出料篦板篦縫的改造
將出料篦板篦縫從6mm調整為3mm,并將靠近磨筒體的出料篦板篦縫焊死一部分,加大了磨尾通風量的控制,磨尾壓力從原來的-50Pa調整為-500~ -400Pa,出磨氣體溫度從最高120℃下降到102℃,磨頭溢料現象也隨之消失。水泥磨瓦溫高、水泥中石膏脫水等問題得到了緩解,進一步穩定了質量。
3.6 熟料率值的調整
調整前熟料三率值為:KH=0.90,n=2.65,P=1.4。后針對我公司的原燃材料,探索出了最佳的熟料配料方案:KH=0.905,n=2.7,P=1.33。此配比下,熟料的易磨性較好。同等條件下,物料易磨性好壞能影響臺時產量5t/h左右。
3.7 熟料粒度的控制
結合熟料全分析,計算出合理的熟料液相量來調整配料方案,限定好窯內合理的熱工制度,確保合適的熟料粒度。當輥壓機喂料粒度均勻,粉狀物料較少時,輥壓機的做功效率較高(輥壓機電流能控制在26~35A之間);與之相反,當粉狀物料較多時,臺時產量最多可能降低10t/h。
3.8 加強水泥磨的工藝管理
在摸索節能降耗期間,我公司逐漸完善了工藝管理制度,比如設備開停機、設備空運轉和逢停必清等。通過工藝考核制度的落實,現各崗位已形成了良好的執行習慣,各種執行已經流程化,特別是針對工藝管理制度的執行,現在的生產情況有了明顯的好轉,一個月內基本上沒有故障停機。
3.9 助磨劑加入方式和計量裝置的調整
助磨劑的加入由流入方式改噴入方式。采用自制噴頭,并對噴頭進行了合理定位,借助壓縮空氣,使助磨劑與壓縮空氣充分混合,及時地混入到磨內,使磨內的物料與助磨劑均勻地接觸,避免出現局部助磨劑加入過多的現象,充分發揮助磨的作用。
2012年為了對助磨劑計量控制更精準,增加了助磨劑專門計量泵,采用DCS控制,操作員在中控室進行開、停和量的控制。中控室與現場在助磨劑的摻加方面配合不及時的現象也消失了。
4 技改效果
經過兩年的嘗試與技改,最終取得了比較好的效果,2013年5月份生產P·O42.5水泥,月平均臺時產量達到110t/h,比表面積控制(380±10)m2/kg,電耗降低到29kWh/t(包括線損),創造了我公司的歷史最低電耗,設備也沒有由于瓦溫高跳停過。技改前后主要經濟指標見表3。
表3 技改前后粉磨系統生產技術指標月平均值
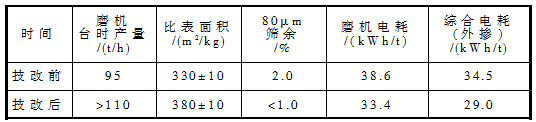
水泥磨系統能連續生產,輥壓機有了很好的做功效果,水泥磨綜合電耗比原來下降了5kWh/t以上,質量也得到了穩定,水泥發貨淡季企業也能充分進行避峰生產,并能科學使用混合材,合理降低水泥成本,提高企業綜合效益。