一、分類(lèi)
1.按生產(chǎn)用途分:
(1)主機(jī)設(shè)備(主機(jī)):主要生產(chǎn)車(chē)間的主要生產(chǎn)設(shè)備。
(2)輔助設(shè)備(輔機(jī)):各生產(chǎn)車(chē)間為主機(jī)生產(chǎn)配套服務(wù)的其他設(shè)備。
2.按生產(chǎn)過(guò)程分:
破碎機(jī)械設(shè)備、粉磨機(jī)械設(shè)備、燒成機(jī)械設(shè)備、烘干機(jī)械設(shè)備、起重運(yùn)輸機(jī)械設(shè)備、包裝、散裝機(jī)械設(shè)備、環(huán)保設(shè)備、分級(jí)設(shè)備、加料計(jì)量設(shè)備等。
二、選擇
選擇設(shè)備的原則是:“技術(shù)先進(jìn)、經(jīng)濟(jì)合理、生產(chǎn)適用、維護(hù)方便”。在選擇設(shè)備的型號(hào)、規(guī)格時(shí)應(yīng)注意以下幾點(diǎn):
1.設(shè)備的型號(hào)、規(guī)格
(1)選用設(shè)備要根據(jù)企業(yè)經(jīng)濟(jì)實(shí)力確定,一般情況下,其型號(hào)、規(guī)格,首先立足國(guó)內(nèi),然后再考慮從國(guó)外引進(jìn);
(2)選擇的型號(hào)應(yīng)滿足產(chǎn)品生產(chǎn)能力的要求;
(3)所選的設(shè)備應(yīng)與產(chǎn)品的質(zhì)量要求相符合;
(4)所選設(shè)備要適應(yīng)工藝條件、工作環(huán)境的要求。
2.設(shè)備的效率
設(shè)備的效率是由一系列技術(shù)參數(shù)決定的。在設(shè)備選型時(shí),一定要考慮與本廠生產(chǎn)技術(shù)參數(shù)相適應(yīng)。
3.設(shè)備的可靠性
所選設(shè)備不僅能夠生產(chǎn)高質(zhì)量的產(chǎn)品,而且具備故障率低、運(yùn)行可靠、能穩(wěn)定地生產(chǎn)合格產(chǎn)品。
4.設(shè)備的能源消耗
在同類(lèi)機(jī)械設(shè)備中,應(yīng)優(yōu)選耗能低、節(jié)能效果好的產(chǎn)品。
5.設(shè)備的安全性與環(huán)保性
設(shè)備安全可靠,對(duì)環(huán)境無(wú)污染,有利于實(shí)現(xiàn)清潔生產(chǎn)。
6.設(shè)備的成套性
不論設(shè)備是單機(jī)還是機(jī)組配套,均要求配套性完好。
7.設(shè)備的維修性
要求設(shè)備盡可能結(jié)構(gòu)簡(jiǎn)單,零部件組合合理,標(biāo)準(zhǔn)化程度高、互換性好、可修性強(qiáng)等。
8.設(shè)備的使用壽命(耐用度)
在確保產(chǎn)品質(zhì)量的前提下,要求其使用壽命愈長(zhǎng)愈好。
9.設(shè)備的投資費(fèi)用
在購(gòu)買(mǎi)設(shè)備時(shí)支付的第一次投資費(fèi)用,應(yīng)考慮價(jià)格合理、盡量節(jié)約資金。同時(shí)應(yīng)注意:相同型號(hào)看價(jià)格、相同價(jià)格看產(chǎn)地、相同產(chǎn)地看名牌,不能單純追求“便宜”。
水泥工業(yè)粉磨工藝技術(shù)與裝備的講座(二)——水泥機(jī)械設(shè)備的管理
1.對(duì)操作者的培訓(xùn)和考核
(1)新工人進(jìn)廠或在使用新型號(hào)設(shè)備前都要進(jìn)行“三級(jí)教育”。即:企業(yè)(廠級(jí))教育、車(chē)間教育和班組教育。企業(yè)教育的主要內(nèi)容為設(shè)備的安全操作規(guī)程;車(chē)間教育與班組教育的主要內(nèi)容是貫徹落實(shí)交接班制度和設(shè)備保養(yǎng)負(fù)責(zé)制。通過(guò)“三級(jí)教育”實(shí)現(xiàn)操作者的“三好”“四會(huì)”和“四項(xiàng)要求”,明確使用設(shè)備的各項(xiàng)要求和規(guī)定。
(2)“三好”“四會(huì)”和“四項(xiàng)要求”的簡(jiǎn)要內(nèi)容:
“三好” 即:管理好、使用好和保養(yǎng)好。
“四會(huì)” 即:會(huì)使用、會(huì)保養(yǎng)、會(huì)檢查和會(huì)排除一般故障。
“四項(xiàng)要求” 即:整齊、清潔、潤(rùn)滑和安全。
2.健全設(shè)備管理規(guī)章制度
(1)考核與發(fā)證
對(duì)操作者經(jīng)過(guò)培訓(xùn)后,需進(jìn)行必要的考核,經(jīng)有關(guān)部門(mén)鑒定,認(rèn)為合格時(shí)即發(fā)給設(shè)備操作證,作為獨(dú)立使用某一型號(hào)設(shè)備的證明文件。
(2)定人定機(jī)
定人定機(jī)的目的是確保每一臺(tái)設(shè)備都有專(zhuān)人操作和保養(yǎng),以保證設(shè)備的正常運(yùn)轉(zhuǎn),防止出現(xiàn)意外事故。
(3)設(shè)備的日常保養(yǎng)
操作工必須每班按照規(guī)定對(duì)設(shè)備進(jìn)行的例行保養(yǎng)。主要目的是減少設(shè)備磨損,延長(zhǎng)使用壽命、防止事故、保證設(shè)備的正常運(yùn)轉(zhuǎn),使設(shè)備經(jīng)常處于完好狀態(tài)。這種保養(yǎng),一般規(guī)定每班占用10~15分鐘定時(shí)進(jìn)行。企業(yè)可根據(jù)具體情況,訂出設(shè)備日常保養(yǎng)的檢查評(píng)比制度、內(nèi)容和方法。
3.規(guī)范設(shè)備的檔案管理
設(shè)備檔案指設(shè)備從移交正式使用驗(yàn)收時(shí)起,直到報(bào)廢為止全過(guò)程,各種資料的整理與匯集。
建立設(shè)備檔案的目的是:積累設(shè)備在各種情況下的基本資料,探索設(shè)備技術(shù)狀況變化和零部件的磨損規(guī)律,改善設(shè)備維護(hù)和修理,研究和制定設(shè)備技術(shù)改造和更新?lián)Q代的計(jì)劃與措施。
設(shè)備歸檔資料一般包括:
(1)設(shè)備移交驗(yàn)收的技術(shù)資料和情況記錄;
(2)歷次設(shè)備檢修及其檢驗(yàn)情況記錄;
(3)設(shè)備改造和創(chuàng)新的技術(shù)資料等。
建立設(shè)備檔案,可以為正確地進(jìn)行設(shè)備管理和維護(hù)、檢修活動(dòng)提供必要的技術(shù)依據(jù)。
水泥工業(yè)粉磨工藝技術(shù)與裝備的講座(三)——水泥原料的性質(zhì)
1.晶體結(jié)構(gòu)
水泥生產(chǎn)使用的物料,大部分是各種礦物晶體或質(zhì)點(diǎn)的結(jié)合體。按理想晶體結(jié)構(gòu)分類(lèi),有離子結(jié)構(gòu)、分子結(jié)構(gòu)和原子結(jié)構(gòu)。其中以離子結(jié)構(gòu)的礦物最多,屬中硬性物料。當(dāng)晶體受到外力作用時(shí),如果是壓縮,斥力的增大超過(guò)引力的增大,剩余的斥力支撐外力的壓迫;如果是拉伸,引力的減少少于斥力的減少,多余的引力抗御著外力的拆散作用。
質(zhì)點(diǎn)間的平衡力是有限的,當(dāng)外力再增加,晶體終于抵制不住外力的作用,晶體結(jié)構(gòu)發(fā)生破壞、斷裂,產(chǎn)生永久性變形,即:物料被粉碎。
2.強(qiáng)度、硬度和脆性
強(qiáng)度是物料抗破壞的能力,一般用破壞應(yīng)力表示,按破壞時(shí)外力的作用方式,可分為:抗壓、抗折、抗彎、抗剪、抗拉強(qiáng)度等。
水泥生產(chǎn)過(guò)程使用的物料,抗拉強(qiáng)度都很小,一般為抗壓強(qiáng)度的1/20~1/30;
行業(yè)內(nèi)習(xí)慣用抗壓強(qiáng)度將物料分類(lèi):
(1)硬質(zhì)物料(抗壓強(qiáng)度≥160MPa);
(2)中硬物料(抗壓強(qiáng)度80~160MPa);
(3)軟質(zhì)物料(抗壓強(qiáng)度≤80MPa)。
硬度是物料抗變形的能力,強(qiáng)度高、硬度大的物料都難以粉碎。
非金屬材料一般用莫氏(Moh)相對(duì)硬度表示,分為十個(gè)等級(jí),用刻痕法測(cè)定。金剛石為10、最硬;滑石為1、最軟。硬度數(shù)值表示法,一般用于金屬材料,如:布氏硬度(HB)、洛氏硬度(HRC)、維氏硬度(HV)、肖氏硬度(HS)等。
脆性是表示物料被斷裂的性能,與其相對(duì)應(yīng)的性質(zhì)稱(chēng)為:韌性。韌性是表示物料抗斷裂的能力。脆性高的物料,韌性小,容易斷裂、粉碎;脆性低的物料,韌性大,不易斷裂、難于粉碎。
非金屬材料的莫氏硬度
|
物料 |
滑石 |
石膏 |
方解石 |
螢石 |
磷灰石 |
長(zhǎng)石
玻璃 |
石英 |
黃晶 |
剛玉 |
金剛石 |
|
等級(jí) |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
3.易碎性與易磨性
(1)易碎性: 物料被破碎的難易程度,稱(chēng)之為:易碎性。易碎性的好、壞,與物料本身的強(qiáng)度、硬度、密度、晶體結(jié)構(gòu)、裂紋、含水量、脆性等有關(guān)。物料的易碎性常用相對(duì)易碎性系數(shù)表示。它是以標(biāo)準(zhǔn)物料單位產(chǎn)量的電耗為基準(zhǔn),做相對(duì)比較而得出來(lái)的。計(jì)算式如下:

式中:K
m—物料的相對(duì)易碎性系數(shù);
E
b—標(biāo)準(zhǔn)物料的單位產(chǎn)量電耗(kwh/t);
E
C—被測(cè)物料與標(biāo)準(zhǔn)物料破碎條件相同時(shí)的單位產(chǎn)量電耗(kwh/t)。
相對(duì)易碎性系數(shù)的測(cè)定方法,目前國(guó)家沒(méi)有明確規(guī)定。各企業(yè)可以自行選定標(biāo)準(zhǔn)物料來(lái)測(cè)定自己需要測(cè)定的物料的相對(duì)易碎系數(shù),科學(xué)地進(jìn)行破碎工藝過(guò)程的生產(chǎn)控制。
值得注意的是:被測(cè)物料與標(biāo)準(zhǔn)物料的破碎條件一定要相同。主要是指,要使用同一臺(tái)破碎機(jī)進(jìn)行試驗(yàn);入破碎機(jī)的物料粒度和出破碎機(jī)的產(chǎn)品粒度一定要盡量接近。這樣測(cè)得的單位產(chǎn)量電耗才有可以代入公式計(jì)算。
標(biāo)準(zhǔn)物料的相對(duì)易碎性系數(shù)為1,被測(cè)物料的相對(duì)易碎性系數(shù)如果大于1,說(shuō)明其易碎性好,比標(biāo)準(zhǔn)物料容易破碎;反之,小于1,則易碎性不好,比標(biāo)準(zhǔn)物料難于破碎。
(2)易磨性
物料被粉磨的難易程度稱(chēng)之為:易磨性。影響易磨性好壞的因素與易碎性相同,但二者沒(méi)有明顯的規(guī)律關(guān)系。一般情況下,易碎性好的物料易磨性也好;但是,在水泥生產(chǎn)中,也經(jīng)常有一些易碎性好的物料,其易磨性并不好。
易磨性的好壞以易磨性系數(shù)表示,其測(cè)定方法,已有國(guó)家標(biāo)準(zhǔn)《水泥原料易磨性試驗(yàn)方法》(GB9964-88)和建材行業(yè)標(biāo)準(zhǔn)(JC/T734-1996)都做出了明確規(guī)定。
國(guó)家標(biāo)準(zhǔn)規(guī)定:用下式計(jì)算物料的粉磨功指數(shù)W
i,以它代表被測(cè)試樣物料的易磨性系數(shù)。
粉磨功指數(shù)的物理意義是:被測(cè)物料從理論入磨粒度粉磨為成品時(shí),所需要消耗的能量。其數(shù)值越大,物料越難磨。反之,數(shù)值越小,物料越好磨。這恰好與相對(duì)易碎性系數(shù)相反,應(yīng)用時(shí)要注意。
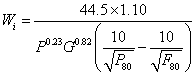
式中:W
i—粉磨功指數(shù)(被測(cè)物料的易磨性系數(shù)),kwh/t;
P—試驗(yàn)用成品篩的篩孔尺寸,80μm;
G—試驗(yàn)?zāi)C(jī)每轉(zhuǎn)一圈產(chǎn)生的成品量,g/r
P
80—成品80%通過(guò)的篩孔尺寸,μm;
F
80—入磨試樣80%通過(guò)的篩孔尺寸,μm。
4.顆粒大小表示方法
在水泥生產(chǎn)過(guò)程中,無(wú)論是原料、燃料、生料、熟料、水泥等,都是由大小不同的塊狀、粒狀、粉狀顆粒組成。為了表示它們的外形尺寸大小,我們經(jīng)常使用“粒度”或“細(xì)度”這兩個(gè)術(shù)語(yǔ)。這兩個(gè)名詞沒(méi)有明顯區(qū)別,只是大家習(xí)慣對(duì)塊狀和粒狀物料稱(chēng)為“粒度”;而將粉狀物料稱(chēng)為“細(xì)度”。具體的表示方法常見(jiàn)四種:
(1)平均粒徑法、
(2)篩析法、
(3)比表面積法、
(4)顆粒組成法。
5.粉碎產(chǎn)品粒度特征
在水泥生產(chǎn)過(guò)程中,對(duì)粉碎產(chǎn)品的顆粒組成也可以用篩析法進(jìn)行測(cè)試處理,簡(jiǎn)單方便地將顆粒群分成幾個(gè)不同的級(jí)別,然后作出他們的坐標(biāo)圖形,這種圖形稱(chēng)為:粉碎產(chǎn)品粒度特征曲線;簡(jiǎn)稱(chēng)為:篩析曲線。利用它可以對(duì)粉碎過(guò)程進(jìn)行產(chǎn)品分析和生產(chǎn)控制。
用套篩篩析物料時(shí),大孔篩的篩余是小孔篩篩余的一部分,計(jì)算小孔篩的篩余時(shí)應(yīng)該將其累計(jì)在一起,這才是小孔篩的真實(shí)篩余,也稱(chēng)其為篩余累計(jì)。它一般用百分?jǐn)?shù)表示,在水泥行業(yè)內(nèi)也常常將其簡(jiǎn)稱(chēng)為:篩余。
例:將50克物料用套篩篩析結(jié)果如下:
|
篩孔尺寸(mm) |
30 |
20 |
10 |
0 |
|
篩 余(g) |
0 |
9 |
16 |
25 |
|
篩余累計(jì)(g) |
0 |
9 |
25 |
50 |
|
篩余累計(jì)(%) |
0 |
18 |
50 |
100 |
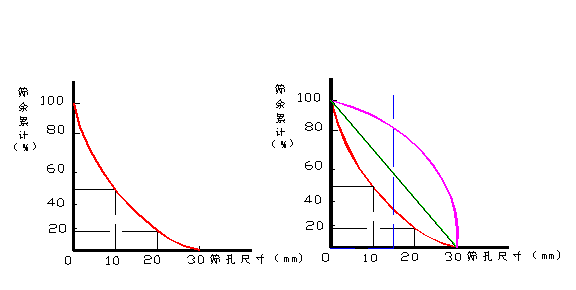
(1)查算某一粒徑范圍顆粒群含量:篩析曲線作好后,從橫坐標(biāo)上任取一點(diǎn)篩孔尺寸,它的篩余求法就是從這一點(diǎn)出發(fā),向上垂直引線,與曲線相交,從交點(diǎn),再水平引線與縱坐標(biāo)相交,交點(diǎn)數(shù)值就是該篩孔尺寸的篩余。用此方法,求出兩個(gè)篩孔尺寸的篩余,進(jìn)行相減,其差質(zhì)就是這個(gè)區(qū)間尺寸范圍顆粒的百分含量。
(2)判斷粉碎設(shè)備的工作性能:一臺(tái)粉碎機(jī)粉碎幾種物料,他們的篩析曲線可能出現(xiàn)的是三種形狀(見(jiàn)右圖):凹形、凸形或直線形。凹形表示粉碎產(chǎn)品中細(xì)顆粒含量較多,粗顆粒含量較少;凸形表示產(chǎn)品中粗顆粒含量較多,細(xì)顆粒含量較少;直線形表示產(chǎn)品中,粗、細(xì)顆粒含量相差無(wú)幾。如果是幾臺(tái)粉碎機(jī)粉碎一種物料,產(chǎn)品粒度特征曲線也會(huì)出現(xiàn)三種情況:凹形、凸形或直線形。出現(xiàn)凹形的粉碎機(jī),表示其粉碎產(chǎn)品中細(xì)顆粒含量較多,粗顆粒含量較少;出現(xiàn)凸形的粉碎機(jī),表示其產(chǎn)品中粗顆粒含量較多,細(xì)顆粒含量較少;出現(xiàn)直線形的粉碎機(jī),表示其產(chǎn)品中,粗、細(xì)顆粒含量接近。
水泥工業(yè)粉磨工藝技術(shù)與裝備的講座(四)——粉碎理論
1.強(qiáng)度理論
工業(yè)粉碎用的物料,來(lái)自天然礦山、井下的開(kāi)采或工業(yè)生產(chǎn)的過(guò)程,它們內(nèi)部本身都存在著許多的局部薄弱面(如:不均質(zhì)性的解理面、微細(xì)裂紋等)。在外力作用時(shí),由于這些局部薄弱面的作用,使其周?chē)a(chǎn)生應(yīng)力集中,外力增加,應(yīng)力集中將更大,解理加劇、裂紋擴(kuò)展開(kāi)始,必然導(dǎo)致物料的破壞。實(shí)際上強(qiáng)度值是隨被粉碎物料的形狀、大小變化而變化的,物料粒度越小,強(qiáng)度值顯著增大。因?yàn)槲锪显酱螅洳痪|(zhì)性也越大。
在物料中的各組份對(duì)強(qiáng)度的作用不是疊加的,也不是各組份的平均值,而是最小值。極少量的薄弱部位決定了物料整體的物理性質(zhì)。
2.能耗理論
粉碎過(guò)程是一個(gè)外力做功的過(guò)程,物料顆粒粒徑的減小與能量消耗之間存在著一個(gè)什么樣的關(guān)系?一直是粉碎理論研究的焦點(diǎn)。一百多年來(lái),許多學(xué)者曾提出過(guò)一些推力精辟的理論。雖然這些學(xué)說(shuō)都是從一些不切合實(shí)際的假設(shè)開(kāi)始,但他們最終研究的結(jié)果,在某一個(gè)方面對(duì)生產(chǎn)實(shí)踐卻具有相當(dāng)大的適用價(jià)值。
(1)表面積假說(shuō)
1867年雷廷智(P.R.Von Rittinger)提出,粉碎過(guò)程是物料由大球形變?yōu)樾∏蛐蔚倪^(guò)程,粉碎過(guò)程的能耗與物料表面積的增加成正比。
實(shí)踐證明,該理論用于粉碎過(guò)程能耗計(jì)算,當(dāng)粉碎產(chǎn)品粒徑范圍在0.01~1mm時(shí),比較適合。
(2)體積假說(shuō)
1885年基克(F.Kick)提出,物料粉碎過(guò)程,是由一個(gè)大圓柱體受到擠壓力的作用,在其內(nèi)部引起應(yīng)力和產(chǎn)生應(yīng)變,應(yīng)力達(dá)到極限,導(dǎo)致物料破壞,變成形狀相似的小圓柱體,同時(shí)每次的粉碎比都相同,粉碎所消耗的能量與物料的體積或質(zhì)量的減小成正比。
實(shí)踐證明,當(dāng)粉碎產(chǎn)品粒徑范圍大于10mm時(shí),用于粉碎過(guò)程能耗計(jì)算比較適合。
(3)裂紋假說(shuō)
1952年邦德(F.C.Bond)提出,物料粉碎的過(guò)程,是一個(gè)大正方體在受壓的情況下,積累一定的能量后產(chǎn)生了裂紋,由于裂紋的擴(kuò)展,縱橫交錯(cuò),形成一堆大小相同的小正方體,最后才被粉碎。粉碎所消耗的能量與正方體的邊長(zhǎng)(顆粒平均粒徑)的平方根成反比。
實(shí)踐證明,當(dāng)粉碎產(chǎn)品粒徑范圍在1~10mm之間時(shí),用于粉碎過(guò)程能耗計(jì)算比較適合。
3.粉碎機(jī)械化學(xué)理論
粉碎機(jī)械化學(xué),它泛指機(jī)械運(yùn)動(dòng)能量與化學(xué)能量的相互轉(zhuǎn)化。它研究固體物料在施加沖擊、剪切、摩檫、壓縮、延伸等機(jī)械力作用后,其內(nèi)部晶體結(jié)構(gòu)會(huì)不規(guī)則化和產(chǎn)生多相晶型轉(zhuǎn)變,導(dǎo)致晶格缺陷發(fā)生、比表面積增大、表面能增加等,隨之物料的熱力學(xué)性質(zhì)、結(jié)晶學(xué)性質(zhì)、物理化學(xué)性質(zhì)等都會(huì)發(fā)生規(guī)律性變化。
機(jī)械粉碎是采用機(jī)械能使物料由大顆粒變成小顆粒的工藝過(guò)程。在粒徑減小的同時(shí),自身的晶體結(jié)構(gòu)、化學(xué)組成、物理化學(xué)性質(zhì)等,都會(huì)發(fā)生機(jī)械化學(xué)變化。這些變化并非在所有的粉碎作業(yè)中都能顯著存在,它與機(jī)械力的施加方式、粉碎時(shí)間、粉碎環(huán)境以及被粉碎物料的種類(lèi)、粒度、物理化學(xué)性質(zhì)等,都有密切的關(guān)系。
在水泥生產(chǎn)中,粉碎機(jī)械化學(xué)的應(yīng)用研究越來(lái)越深入。它是“物理激發(fā)”技術(shù)的理論根據(jù)。如:如何進(jìn)一步提高水泥或活性混合材的比表面積,以增進(jìn)或提高其水化反應(yīng)活性、強(qiáng)度等級(jí)、及使用性能等等。[page
4.球磨機(jī)粉磨理論
球磨機(jī)是一種以研磨體(鋼球、鋼段等)在回轉(zhuǎn)的筒體內(nèi)對(duì)物料進(jìn)行粉碎的重要粉磨設(shè)備。為了確定其機(jī)械設(shè)計(jì)制造的計(jì)算依據(jù)和它工作時(shí)的主要技術(shù)參數(shù),必須對(duì)動(dòng)態(tài)研磨體的運(yùn)動(dòng)規(guī)律作詳細(xì)地分析。研究者作出了如下假設(shè),使研究?jī)?nèi)容的復(fù)雜程度得到了簡(jiǎn)化。
(1)研磨體與磨機(jī)筒體內(nèi)壁之間的相對(duì)滑動(dòng)忽略不計(jì);
(2)磨機(jī)筒體內(nèi)物料對(duì)研磨體運(yùn)動(dòng)狀態(tài)的影響忽略不計(jì);
(3)當(dāng)磨機(jī)正常運(yùn)轉(zhuǎn)時(shí),研磨體在磨機(jī)筒體內(nèi),按其所在位置一層一層地進(jìn)行連續(xù)循環(huán)運(yùn)動(dòng),且各層研磨體在循環(huán)運(yùn)動(dòng)中互不干擾;
(4)研磨體在筒體內(nèi)循環(huán)運(yùn)動(dòng)的軌跡是由兩種曲線封閉組成,一種是以筒體斷面中心為圓心向上運(yùn)動(dòng)的同心圓弧;另一種是向下運(yùn)動(dòng)的拋物線。
5.球磨機(jī)粉磨動(dòng)力學(xué)理論
為了控制物料在球磨機(jī)內(nèi)的粉磨過(guò)程、選擇球磨機(jī)最佳工作條件,必須要掌握在整個(gè)粉磨過(guò)程中,隨時(shí)間的增加,磨內(nèi)物料粒度減小的情況。這就是粉磨速度問(wèn)題,即:粉磨動(dòng)力學(xué)理論。
某一粗粒級(jí)含量的減少速度與該瞬間球磨機(jī)中未磨好的粗粒級(jí)含量成正比。其數(shù)學(xué)表達(dá)式如下:

式中: R—粉磨t時(shí)間后,某一粗粒級(jí)的含量(以篩余累計(jì)百分?jǐn)?shù)表示);
t —粉磨時(shí)間;
K
t—粉磨速度常數(shù),與粉磨條件有關(guān);
“-”負(fù)號(hào)表示R隨時(shí)間增加而減少。
1954年高登(A.M.Gaudin)、巴斯(L.Bass)等人導(dǎo)出了一個(gè)新的粉磨動(dòng)力學(xué)的數(shù)學(xué)模型,也被業(yè)內(nèi)人士稱(chēng)之為:現(xiàn)代粉磨動(dòng)力學(xué)數(shù)學(xué)表達(dá)式,并應(yīng)用于工業(yè)生產(chǎn)指導(dǎo)工作。
在整個(gè)粉磨過(guò)程中,粒度i增加的速率必須等于所有大顆粒產(chǎn)生的粒度i的總量,減去粒度i粉碎成較小顆粒的速率。

式中:M
i、M
j—表示粒度I.j在總顆粒質(zhì)量中的重量百分?jǐn)?shù);
S
i、S
j—表示粒度I.j的單位粉碎速率;
b
ij—表示粒度j粉碎到i的重量百分?jǐn)?shù);
t—粉碎時(shí)間。
6.料床粉碎理論
在破碎機(jī)械中,我們經(jīng)常看到機(jī)械力直接作用于物料將其粉碎;然而在粉磨設(shè)備中,物料被粉碎的現(xiàn)象卻不一樣,它是以一種物料床層(顆粒群)的堆積方式來(lái)接受外力,直接受外力作用的顆粒很少,大部分是通過(guò)顆粒之間的傳遞、或相互作用受應(yīng)力集中而被粉碎、破壞,這就是“料床粉碎”現(xiàn)象(也稱(chēng)“料層粉碎”)。
1972年德國(guó)學(xué)者舒納德(SchÖnert)從能量需求觀出發(fā),研究了在不同粉碎方式下單顆粒脆性物料的粉碎,并用高壓擠壓方式進(jìn)行了料床粉碎,得出所需能耗大大低于傳統(tǒng)球磨機(jī)粉磨的方式,1984年制造出世界第一臺(tái)輥壓機(jī)。料床粉碎理論的研究也開(kāi)始了新的一頁(yè)。
水泥工業(yè)粉磨工藝技術(shù)與裝備的講座(五)——水泥粉磨工藝技術(shù)
破碎與粉磨統(tǒng)稱(chēng)為粉碎。行業(yè)內(nèi)習(xí)慣將大塊物料加工變?yōu)樾K物料的過(guò)程稱(chēng)之為破碎;將粗顆粒物料變?yōu)榧?xì)粉的過(guò)程稱(chēng)之為粉磨。
水泥生產(chǎn)過(guò)程中的粉磨工藝分為:生料制備工藝和水泥制成工藝兩大部分,簡(jiǎn)稱(chēng)為生料粉磨和水泥粉磨。
石灰石、粘土、鐵粉等配合磨細(xì)稱(chēng)為生料;
熟料、石膏、混合材料配合磨細(xì)稱(chēng)為水泥。
一、水泥生產(chǎn)物料粉碎的目的
(1)物料經(jīng)過(guò)粉碎后,單位質(zhì)量的物料表面積(比表面)增加,因而可以提高物理作用的效果及化學(xué)反應(yīng)的速度;
(2)幾種不同物料在粉體狀態(tài)下,容易達(dá)到混合均勻的效果。
(3)粉狀物料也為烘干、運(yùn)輸和儲(chǔ)存等提供了方便,并為煅燒熟料和制成水泥,保證出廠水泥的合格率創(chuàng)造了條件。
二、合理控制 生料細(xì)度
當(dāng)粉磨細(xì)度在0.08mm方孔篩篩余10%以下時(shí),隨著篩余量的減少,粉磨單位產(chǎn)品的電耗將顯著增加,產(chǎn)量也相應(yīng)降低;因此,生料粉磨細(xì)度,通常控制在0.08mm方孔篩篩余10%左右,0.20mm方孔篩篩余小于1.0%為宜。
用大型球磨生產(chǎn)時(shí),由于產(chǎn)品粒度較均勻,粗大顆粒較少。在易燒性允許的前提下,0.08mm方孔篩余可放寬至12~16%,但應(yīng)控0.20mm方孔篩篩小于1.5%。
三、研磨體及其級(jí)配
物料在粉磨過(guò)程中,一方面需要沖擊作用,另一方面需要研磨作用。不同規(guī)格的研磨體配合使用,還可以減少相互之間的空隙率,使其與物料的接觸機(jī)會(huì)多,有利于提高能量利用率;在研磨體裝載量一定的情況下,小鋼球比大鋼球的總表面積大;要將大塊物料擊碎,就必須鋼球具有較大的能量,因此,鋼球(段)的尺寸應(yīng)該較大;需要將物料磨得細(xì)一些,就應(yīng)選擇小些的鋼球(段)。因此在粉磨作業(yè)時(shí),要正確選擇研磨體且必須進(jìn)行合理的級(jí)配。
四、研磨體級(jí)配基本原則
(1)入磨物料的平均粒徑大,硬度高,或要求產(chǎn)品粗時(shí),鋼球的平均徑應(yīng)大些,反之應(yīng)小些。磨機(jī)直徑小,鋼球平均球徑也應(yīng)小。一般生料磨比水泥磨的鋼球平均球徑大些。
(2)開(kāi)路磨機(jī),前一倉(cāng)用鋼球,后一倉(cāng)用鋼段。
(3)研磨體大小必須按一定比例配合使用。鋼球的規(guī)格通常用3~5級(jí)。鋼段一般用2~3級(jí),若相鄰兩倉(cāng)用鋼球時(shí),則前一倉(cāng)的最小規(guī)格應(yīng)作為后一倉(cāng)的最大規(guī)格(交叉一級(jí))。
(4)各級(jí)鋼球的比例可按“兩頭小、中間大”的原則配合,用兩種鋼段時(shí),各占一半即可。用三種鋼段時(shí),可根據(jù)具體情況適當(dāng)配合。
(5)在滿足物料細(xì)度要求前提下,平均球徑應(yīng)小些,借以增加接觸面積和單位時(shí)間的沖擊次數(shù),提高粉磨效率。
五、預(yù)粉碎技術(shù)及其對(duì)于粉磨作業(yè)的作用
以降低入磨物料粒度為主要手段,使球磨機(jī)節(jié)能高產(chǎn)的技術(shù)稱(chēng)之為預(yù)粉碎技術(shù)。它把球磨機(jī)第一倉(cāng)的粉碎工作,部分或全部由其他能量利用率高于球磨機(jī)的粉碎設(shè)備來(lái)完成,讓入磨物料粒度降低到5mm以下或更小,可使磨機(jī)臺(tái)時(shí)產(chǎn)量提高30%以上、單產(chǎn)電耗降低15~20%,產(chǎn)品顆粒組成更加合理。
應(yīng)用預(yù)粉碎技術(shù)要采取的配套措施:
(1)選用振動(dòng)篩或回轉(zhuǎn)篩,對(duì)粉碎后的入磨物料采用檢查篩分閉路流程,合格物料入磨,粒度過(guò)大的物料重新預(yù)粉碎;
(2)入磨粒度縮小后,第一倉(cāng)研磨體平均球徑也要縮小;第一倉(cāng)長(zhǎng)度要縮短,隔倉(cāng)板前移;
(3)磨內(nèi)風(fēng)速要提高,磨機(jī)通風(fēng)量加大;
(4)閉路粉磨系統(tǒng)輔助設(shè)備的生產(chǎn)能力要加大,系統(tǒng)循環(huán)負(fù)荷率要降低,選粉效率要提高。
六、嚴(yán)格控制入磨物料的水份
為了保證磨機(jī)正常操作、配料的準(zhǔn)確和提高磨機(jī)的產(chǎn)、質(zhì)量。當(dāng)物料含水量大時(shí),容易產(chǎn)生糊磨現(xiàn)象,磨內(nèi)細(xì)粉粘附在研磨體和襯板上,使粉磨效率降低,嚴(yán)重時(shí)會(huì)使隔倉(cāng)板篦孔堵塞造成磨機(jī)通風(fēng)不良,物料難以通過(guò),產(chǎn)量急劇下降,質(zhì)量也引起較大的波動(dòng)。
根據(jù)生產(chǎn)實(shí)踐經(jīng)驗(yàn),各種物料的水份可控制在下列范圍內(nèi):石灰石<1%,粘土<2%,鐵粉<8%,混合材<2%,石膏<8%,熟料<0.5%,煤<4%,綜合水分控制在1.5%以?xún)?nèi)。
七、粉磨系統(tǒng)
物料一次通過(guò)磨機(jī)即為產(chǎn)品的粉磨系統(tǒng),稱(chēng)之為開(kāi)路系統(tǒng)(簡(jiǎn)稱(chēng):開(kāi)流);物料出磨后必須經(jīng)過(guò)分級(jí)設(shè)備分選,合格細(xì)粉作為成品,不合格的粗粉重新返回磨機(jī)再粉磨的粉磨系統(tǒng),稱(chēng)之為閉路系統(tǒng)(簡(jiǎn)稱(chēng):圈流)。
選粉機(jī)是閉路粉磨系統(tǒng)的分級(jí)設(shè)備。它及時(shí)對(duì)出磨物料進(jìn)行分選,合格細(xì)粉作為成品,不合格的粗粉重新返回磨機(jī)再粉磨;它能調(diào)節(jié)成品顆粒組成,滿足工藝要求,保證粉磨產(chǎn)品質(zhì)量,選粉機(jī)的性能是影響閉路粉磨系統(tǒng)產(chǎn)、質(zhì)量的主要因素之一。
開(kāi)路系統(tǒng)的優(yōu)點(diǎn)是:流程簡(jiǎn)單,操作簡(jiǎn)便,基建投資少。其缺點(diǎn)是:容易產(chǎn)生過(guò)粉磨現(xiàn)象;即:磨內(nèi)物料必須全部達(dá)到合格細(xì)度后才能出磨;當(dāng)一些容易磨細(xì)的物料提前磨細(xì)后,在磨內(nèi)形成緩沖層,防礙其它物料的粉磨,有時(shí)甚至出現(xiàn)細(xì)粉包球現(xiàn)象,從而降低了粉磨效率,使磨機(jī)產(chǎn)量降低、電耗升高。
閉路系統(tǒng)與開(kāi)路系統(tǒng)正好相反。其優(yōu)點(diǎn)是:可以消除過(guò)粉磨現(xiàn)象,可降低磨內(nèi)溫度,因而粉磨效率高、產(chǎn)量高,同規(guī)格的水泥磨機(jī)產(chǎn)量一般可提高10~20%,生料磨可提高30%左右。其缺點(diǎn)是:流程復(fù)雜、設(shè)備多,操作管理技術(shù)要求也高,基建投資大。
八、加強(qiáng)磨機(jī)通風(fēng)
加強(qiáng)磨機(jī)通風(fēng)是提高磨機(jī)生產(chǎn)能力的主要途徑之一,有以下優(yōu)點(diǎn):
(1)減少球磨機(jī)內(nèi)的過(guò)粉磨現(xiàn)象。使磨內(nèi)微細(xì)粉,及時(shí)地被氣流帶走,消除了細(xì)粉結(jié)團(tuán)、糊球、糊襯板現(xiàn)象以及對(duì)研磨體的緩沖作用。
(2)磨內(nèi)的水蒸汽能及時(shí)的排除,使隔倉(cāng)板篦縫不易堵塞,減少飽磨、糊磨現(xiàn)象。
(3)能降低磨內(nèi)溫度,防止石膏脫水、出磨水泥假凝,有利于磨機(jī)正常運(yùn)轉(zhuǎn)和保證水泥質(zhì)量。
(4)有利于車(chē)間環(huán)保和清潔生產(chǎn)。
九、“飽磨”原因(磨音發(fā)悶,電流表讀數(shù)下降,卸料很少)
(1)喂料量過(guò)多或入磨物料粒度變大、變硬,而未及時(shí)調(diào)整喂料量。
(2)入磨物料的水份過(guò)大,通風(fēng)不良,水汽不能及時(shí)排出,造成“糊磨”,使鋼球的沖擊減弱,物料流速減慢。
(3)鋼球級(jí)配不當(dāng),一倉(cāng)小球過(guò)多,平均球徑太低,沖擊力不強(qiáng),或鋼球加得太少;或鋼球磨損嚴(yán)重,而沒(méi)有及時(shí)補(bǔ)球或倒球清倉(cāng),以及粉磨作用減弱。
(4)隔倉(cāng)板損壞,研磨體竄倉(cāng),鋼球鋼段混合,級(jí)配失調(diào)。
(5)閉路磨機(jī),由于選粉機(jī)的回料量過(guò)多,增加了磨機(jī)負(fù)荷。
十、 影響球磨機(jī)產(chǎn)、質(zhì)量的因素
(1)入磨物料的粒度。由于立窯水泥廠使用的球磨機(jī)規(guī)格普遍偏小,所以,入磨物料粒度的大小對(duì)磨機(jī)的產(chǎn)、質(zhì)量影響很大,粒度小,則磨機(jī)的產(chǎn)、質(zhì)量高,電耗低;粒度大,則磨機(jī)的產(chǎn)、質(zhì)量低,電耗高。
(2)物料的易磨性。物料的易磨性,是指物料被粉磨的難易程度,國(guó)家標(biāo)準(zhǔn)規(guī)定使用粉碎功指數(shù)Wi(kwh/t)表示。該數(shù)值愈小,說(shuō)明物料愈好磨,反之愈難磨。水泥廠習(xí)慣使用相對(duì)易磨性系數(shù),來(lái)表示物料被粉磨的難易程度。它是利用試驗(yàn)小磨,將被測(cè)物料與標(biāo)準(zhǔn)砂對(duì)比,達(dá)到規(guī)定細(xì)度值,計(jì)算被粉磨的時(shí)間,與標(biāo)準(zhǔn)砂粉磨時(shí)間相同的為1,大于1的難磨;小于1的容易磨;比值越大越難磨,越小越好磨。
(3)入磨物料的水份。對(duì)于干磨法來(lái)說(shuō),入磨物料的水份對(duì)磨機(jī)的產(chǎn)、質(zhì)量影響很大,入磨物料的水份越高,容易引起飽磨或糊磨,降低粉磨效率,磨機(jī)產(chǎn)量越低。因此,含水份較大的物料,入磨前的烘干是十分必要的。
(4)入磨物料的溫度。入磨物料的溫度過(guò)高再加上研磨體的沖擊摩擦,會(huì)使磨內(nèi)溫度過(guò)度,發(fā)生粘球現(xiàn)象,降低粉磨效率,影響磨機(jī)產(chǎn)量。同時(shí)磨機(jī)筒體受熱膨脹影響磨機(jī)長(zhǎng)期安全運(yùn)轉(zhuǎn)。因此,必須嚴(yán)格控制入磨物料溫度。
(5)出磨物料的細(xì)度要求。出磨物料的細(xì)度要求愈細(xì),產(chǎn)量愈低,反之,產(chǎn)量則愈高。
(6)粉磨工藝流程。同規(guī)格的球磨機(jī),閉路流程比開(kāi)路流程產(chǎn)量高15~20%;在閉路操作時(shí),選擇恰當(dāng)?shù)倪x粉效率與循環(huán)負(fù)荷率,是提高磨機(jī)產(chǎn)量的重要因素。
(7)添加助磨劑。常用助磨劑大多是表面活性較強(qiáng)的有機(jī)物質(zhì),在物料粉磨過(guò)程中,能夠吸附在物料表面,加速物料粉碎中的裂紋擴(kuò)展、減少細(xì)粉之間的相互粘結(jié),提高粉磨效率,有利于球磨機(jī)的節(jié)能高產(chǎn)。國(guó)家標(biāo)準(zhǔn)規(guī)定:在水泥生產(chǎn)過(guò)程中允許加入助磨劑,但摻加量不得超過(guò)1%。
機(jī)械因素有:
(1)磨機(jī)各倉(cāng)長(zhǎng)度。各倉(cāng)長(zhǎng)度選擇不當(dāng),使各倉(cāng)能力不平衡,從而影響粉磨效率。
(2)磨機(jī)通風(fēng)。加強(qiáng)通風(fēng)可排出磨內(nèi)水蒸汽和微細(xì)粉,防止粘球和堵塞,減少磨內(nèi)過(guò)粉磨現(xiàn)象,降低磨內(nèi)溫度,改善粉磨條件,提高粉磨效率,以利于磨機(jī)產(chǎn)、質(zhì)量提高。
(3)磨機(jī)結(jié)構(gòu)。球磨機(jī)筒體內(nèi)的襯板、隔倉(cāng)板、進(jìn)、出料裝置、主軸承形式、傳動(dòng)方式等,對(duì)磨機(jī)產(chǎn)、質(zhì)量影響很大,目前改進(jìn)方法很多,效果明顯。
(4)研磨體的種類(lèi)、級(jí)配、平均球徑和裝載量。球磨機(jī)粉碎物料的過(guò)程,主要是通過(guò)研磨體的運(yùn)動(dòng)來(lái)實(shí)現(xiàn)的,合理地選擇和使用研磨體是球磨機(jī)節(jié)能高產(chǎn)的重要環(huán)節(jié)。
(5)高效選粉機(jī)的選用。閉路粉磨系統(tǒng)中,選粉機(jī)是物料細(xì)度控制的重要設(shè)備,也是節(jié)能高產(chǎn)的主要幫手;其結(jié)構(gòu)、性能和系統(tǒng)組成,對(duì)磨機(jī)生產(chǎn)過(guò)程的影響至關(guān)重要。
(6)磨機(jī)操作自動(dòng)化。粉磨系統(tǒng)的率值配料在線控制、球磨機(jī)負(fù)荷自動(dòng)控制、變頻調(diào)速控制等現(xiàn)代高新技術(shù)已經(jīng)成熟,在立窯水泥企業(yè)發(fā)揮了重要作用;它不僅有利于球磨機(jī)的節(jié)能高產(chǎn),而且有利于立窯水泥企業(yè)生產(chǎn)管理水平與新型干法水泥生產(chǎn)接軌。
十一、研磨體裝載量和級(jí)配的檢驗(yàn)
(1)磨機(jī)產(chǎn)量低,產(chǎn)品細(xì)度較粗:一般是裝載量不足所致,應(yīng)該增加研磨體裝載量;
(2)磨機(jī)產(chǎn)量較高,但產(chǎn)品細(xì)度較粗:是由于磨內(nèi)物料流速太快,沖擊能力過(guò)強(qiáng)而研磨能力不足所致。應(yīng)該在裝載量不變的情況下,減大球,加小球,降低平均球徑;
(3)磨機(jī)產(chǎn)量低,產(chǎn)品細(xì)度較細(xì):一般是大鋼球太少,填充率偏大,導(dǎo)致沖擊破碎作用減弱,應(yīng)該在裝載量不變的情況下,減小球,加大球,提高平均球徑 。
(4)產(chǎn)量高、細(xì)度合格:研磨體裝載量和級(jí)配都比較合理。
十二、水泥顆粒的大小對(duì)水泥的性能的影響
水泥的水化速率和漿體強(qiáng)度的作用發(fā)揮,與水泥(熟料)顆粒的大小有直接的關(guān)系。
0~10μm的水泥顆粒在7天內(nèi)起主要作用;
10~30μm的在7天~3個(gè)月期間其主要作用;
30~60μm的在28天以后起一定的作用;
大于60μm的3個(gè)月后可能起一些作用;
因此水泥具有較好耐久性和較高強(qiáng)度的最佳顆粒組成是3~30μm的含量、并占65%以上。
水泥工業(yè)粉磨工藝技術(shù)與裝備的講座(六)——粉磨機(jī)械設(shè)備
在水泥生產(chǎn)中,破碎后的原料不僅要按一定的配比進(jìn)行使用,而且必須將其粉磨到一定的細(xì)度,才能混合均勻,成為合格生料,并使煅燒過(guò)程中的物理化學(xué)反應(yīng)得以順利進(jìn)行;水泥產(chǎn)品只有粉磨到一定的細(xì)度,才能在混凝土和建筑施工中,發(fā)揮應(yīng)有的強(qiáng)度和作用。
每生產(chǎn)一噸水泥,需要粉磨三噸左右的各種物料,粉磨電耗占生產(chǎn)總電耗的60~70%,為了達(dá)到優(yōu)質(zhì)、高產(chǎn)、環(huán)保、節(jié)能,降低水泥生產(chǎn)成本的目的,必須重視、熟悉和研究粉磨工藝過(guò)程及其粉磨設(shè)備的性能和特點(diǎn)。
一、球磨機(jī)
(一)工作原理
球磨機(jī)1876年問(wèn)世,1891年能夠連續(xù)生產(chǎn)的球磨機(jī)投入工業(yè)使用。盡管它歷史久遠(yuǎn)、能量利用率僅有3%左右,但目前仍是我國(guó)水泥工業(yè)應(yīng)用比率最高的重要粉磨設(shè)備。球磨機(jī)的筒體由鋼板卷制而成,兩端裝有帶空心軸的軸承座,一端進(jìn)料一端出料,可以連續(xù)生產(chǎn)。水平安裝的筒體內(nèi)裝有不同形式的襯板和不同規(guī)格的研磨體,研磨體以鋼球?yàn)樽疃啵粋鲃?dòng)裝置帶動(dòng)筒體旋轉(zhuǎn)時(shí),研磨體將物料磨成細(xì)粉,因此得名為:球磨機(jī)。如果研磨體中有鋼棒,則又稱(chēng)其為:棒磨機(jī)。在水泥行業(yè)內(nèi),不論這類(lèi)粉磨設(shè)備研磨體的種類(lèi)如何,都習(xí)慣地將“球磨機(jī)”作為它們的統(tǒng)稱(chēng)。
(二)球磨機(jī)類(lèi)型
球磨機(jī)的分類(lèi)方法很多,現(xiàn)部分介紹如下:
1.按生產(chǎn)方法分:干法球磨機(jī)(磨內(nèi)不加水)和濕法球磨機(jī)(磨內(nèi)加水);
2.按傳動(dòng)方式分:邊緣傳動(dòng)磨機(jī)(小型)和中心傳動(dòng)磨機(jī)(大型);*
3.按卸料方式分:中卸式磨機(jī)和尾卸式磨機(jī);
4.按筒體長(zhǎng)徑比分:L/D≤3為:普通磨機(jī)或稱(chēng)短磨機(jī);L/D≥4為:管磨機(jī)或稱(chēng)長(zhǎng)磨機(jī);
5.工藝用途分:生料磨、水泥磨、煤磨、烘干磨、試驗(yàn)?zāi)ァ⒏呒?xì)磨、超細(xì)磨、開(kāi)流磨(開(kāi)路磨)、圈流磨(閉路磨)等。
*(三)規(guī)格與特點(diǎn)
1.規(guī)格表示方法
球磨機(jī)的規(guī)格以磨機(jī)筒體直徑(m)乘以長(zhǎng)度(m)表示。舉例如下:
(1)φ2.2×7m球磨機(jī),含義是:普通球磨機(jī),筒體直徑為2.2米,筒體長(zhǎng)度為7米;
(2)φ5.6×11+4.4中卸烘干球磨機(jī),含義是:帶烘干倉(cāng)、中部卸料的球磨機(jī),磨機(jī)筒體直徑為5.6米,烘干倉(cāng)長(zhǎng)度為4.4米,粉磨倉(cāng)總長(zhǎng)度為11米。
2.球磨機(jī)特點(diǎn)
球磨機(jī)的優(yōu)點(diǎn)是:適應(yīng)各種工藝條件下的連續(xù)生產(chǎn),目前世界最大的球磨機(jī)生產(chǎn)能力可達(dá)到360~1050t/h,能滿足水泥工業(yè)現(xiàn)代大型化的要求,物料粉碎比可達(dá)到300以上,產(chǎn)品細(xì)度便于控制與調(diào)節(jié);維護(hù)簡(jiǎn)單方便,安全運(yùn)轉(zhuǎn)率高,可以實(shí)現(xiàn)無(wú)塵操作。
缺點(diǎn)是:電耗高、噪音大、能量利用率低、金屬消耗量多。磨機(jī)轉(zhuǎn)速慢,須配置大型減速機(jī),一次性投資大。
(四)機(jī)械構(gòu)造與工作性能
球磨機(jī)主要組成部分有:進(jìn)、出料裝置、筒體(含隔倉(cāng)板、襯板、研磨體、磨門(mén)等)、主軸承、傳動(dòng)裝置(含潤(rùn)滑、冷卻系統(tǒng))等。
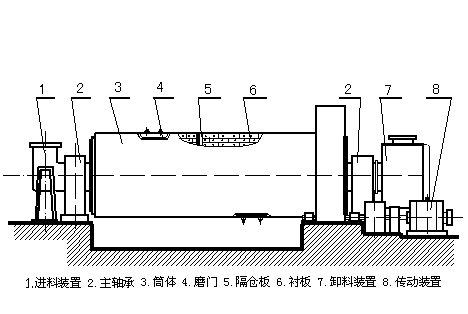
球磨機(jī)構(gòu)造
影響球磨機(jī)產(chǎn)、質(zhì)量的因素很多,實(shí)踐證明:各水泥企業(yè)根據(jù)實(shí)際生產(chǎn)條件,經(jīng)過(guò)一定的措施進(jìn)行技術(shù)改造后,球磨機(jī)的生產(chǎn)能力比表中數(shù)值要高出許多。
部分國(guó)產(chǎn)球磨機(jī)技術(shù)參數(shù)
|
磨機(jī)規(guī)格 |
工藝
流程 |
入料
粒度(mm) |
產(chǎn)品細(xì)度(R0.08%) |
生產(chǎn)能力(t/h) |
電機(jī)功率(kW) |
研磨體裝載量(t) |
設(shè)備重要(t) |
|
生料 |
水泥 |
生料 |
水泥 |
|
Φ2.2×7 |
閉路 |
≤25 |
8~12 |
3~6 |
22 |
16 |
380 |
31 |
50 |
|
Φ2.4×8 |
閉路 |
≤25 |
8~12 |
3~6 |
28 |
20 |
570 |
41.5 |
67.6 |
|
Φ2.4×13 |
開(kāi)路 |
≤25 |
8~12 |
3~6 |
/ |
26 |
800 |
68 |
118 |
|
Φ2.6×8 |
閉路 |
≤25 |
8~12 |
3~6 |
33 |
24 |
630 |
47 |
111 |
|
Φ2.6×13 |
開(kāi)路 |
≤25 |
8~12 |
3~6 |
/ |
30 |
1000 |
78 |
146 |
|
Φ3×9 |
閉路 |
≤25 |
8~12 |
3~6 |
45 |
33 |
1000 |
80 |
152 |
|
Φ3×11 |
閉路 |
≤25 |
8~12 |
3~6 |
55 |
45 |
1250 |
100 |
168 |
|
Φ3.5×11 |
閉路 |
≤25 |
8~12 |
3~6 |
75 |
60 |
2000 |
135 |
212 |
|
Φ3.8×13 |
閉路 |
≤15 |
8~12 |
3~6 |
90 |
75 |
2500 |
174 |
230 |
|
Φ4.2×13 |
閉路 |
≤25 |
8~12 |
3~6 |
/ |
160 |
3550 |
190 |
255 |
|
Φ4.6×14 |
閉路 |
≤15 |
8~12 |
3~6 |
220 |
185 |
4200 |
210 |
310 |
*(五)高細(xì)高產(chǎn)球磨機(jī)
20世紀(jì)70年代末開(kāi)始,合肥水泥研究院科技工作者,通過(guò)對(duì)球磨機(jī)過(guò)粉磨現(xiàn)象進(jìn)行深入地研究和剖析,在國(guó)內(nèi)提出以磨內(nèi)篩分的形式,實(shí)現(xiàn)球磨機(jī)節(jié)能高產(chǎn)的設(shè)想;簡(jiǎn)稱(chēng)為:高細(xì)高產(chǎn)磨技術(shù)。首臺(tái)開(kāi)路高細(xì)水泥磨于1984年研制成功并投入正式運(yùn)行,1985年9月通過(guò)國(guó)家科委組織的技術(shù)鑒定和驗(yàn)收。
高細(xì)高產(chǎn)球磨機(jī)從外表上與普通球磨機(jī)沒(méi)有明顯區(qū)別。首先是對(duì)隔倉(cāng)板進(jìn)行了較大改進(jìn),并在磨內(nèi)設(shè)置了篩分隔倉(cāng)板的裝置,以攔截較大物料進(jìn)入細(xì)磨倉(cāng);另外,根據(jù)磨機(jī)的長(zhǎng)徑比和水泥質(zhì)量的要求,合理設(shè)置倉(cāng)位;三是,依據(jù)物料特征及生產(chǎn)條件,合理分配研磨體的裝載量和級(jí)配,并注重使用微型研磨體,使研磨體以最大表面積與物料充分接觸,提高研磨效率,從而強(qiáng)化粉磨效果和降低粉磨電耗,達(dá)到球磨機(jī)節(jié)能高產(chǎn)的目的。
一般來(lái)說(shuō),球磨機(jī)的倉(cāng)位越多,越有利于研磨體的規(guī)格尺寸對(duì)粉磨物料粒度的適應(yīng)性,從而有利于粉磨效率的提高;但倉(cāng)位過(guò)多,實(shí)現(xiàn)各倉(cāng)粉磨能力平衡的難度越大,只有各倉(cāng)能力相平衡,才能使粉磨過(guò)程正常進(jìn)行。對(duì)于筒體長(zhǎng)徑比為2~4的磨機(jī),采用兩個(gè)倉(cāng);長(zhǎng)徑比大于4的磨機(jī),采用3個(gè)倉(cāng);盡量少采用或不采用4個(gè)倉(cāng)。
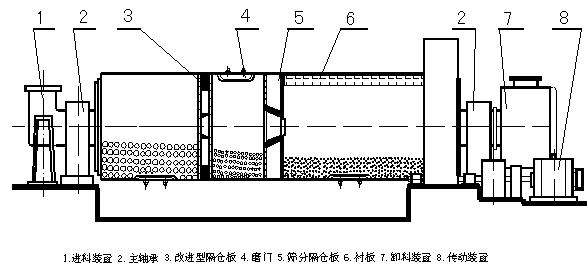 三倉(cāng)開(kāi)路高細(xì)高產(chǎn)球磨機(jī)
三倉(cāng)開(kāi)路高細(xì)高產(chǎn)球磨機(jī)
部分國(guó)產(chǎn)高細(xì)高產(chǎn)球磨機(jī)技術(shù)性能(開(kāi)流)
|
型號(hào)規(guī)格 |
入料粒度(mm) |
出料粒度
R0.08% |
磨機(jī)轉(zhuǎn)速
(r/min) |
生產(chǎn)能力(t/h) |
電機(jī)功率(kw) |
裝載量
(t) |
設(shè)備重量
(t) |
|
φ3.0×11 |
≤25 |
2~4 |
18.1 |
36~47 |
1250 |
100 |
194 |
|
φ3.0×13 |
≤25 |
2~4 |
19 |
39~45 |
1400 |
106 |
200.7 |
|
φ3.2×9.5 |
≤25 |
2~4 |
17.86 |
40~45 |
1250 |
100 |
186 |
|
φ3.2×13 |
≤25 |
2~4 |
18.7 |
50~55 |
1600 |
125 |
209 |
|
φ3.5×11 |
≤25 |
2~4 |
16.5 |
55~60 |
2000 |
152 |
190 |
|
φ3.5×13 |
≤25 |
2~4 |
17 |
60~65 |
2000 |
156 |
313.6 |
|
φ3.8×12 |
≤25 |
2~4 |
16.3 |
65~70 |
2000 |
143 |
297 |
|
φ4.0×13 |
≤25 |
2~4 |
15.46 |
90~100 |
3200 |
235 |
376 |
(六)滾動(dòng)軸承球磨機(jī):
球磨機(jī)多年以來(lái)一直采用滑動(dòng)軸承(巴氏合金瓦),1992年開(kāi)始研制將滾動(dòng)軸承應(yīng)用在球磨機(jī)的主軸承上,取得了成功。滾動(dòng)軸承磨機(jī)在許多水泥廠應(yīng)用后,比同規(guī)格普通球磨機(jī)綜合節(jié)電10%左右,增產(chǎn)25%左右,節(jié)省潤(rùn)滑油80%,產(chǎn)品細(xì)度穩(wěn)定,運(yùn)行維修量小,啟動(dòng)電流小,運(yùn)轉(zhuǎn)效率高,主要特點(diǎn)是:
1.降低粉磨電耗
單位產(chǎn)量的電耗降低10%以上。
2.節(jié)省潤(rùn)滑油
每年只需不到一百公斤的潤(rùn)滑油,節(jié)油量達(dá)80~90%。
3.增大研磨體裝載量
與同規(guī)格球磨機(jī)相比,滾動(dòng)軸承磨可以增加15%~20%的研磨體裝載量,有利于磨機(jī)臺(tái)時(shí)產(chǎn)量的提高。
4.磨內(nèi)結(jié)構(gòu)優(yōu)化
磨內(nèi)結(jié)構(gòu)形式改進(jìn),筒體容積增大、襯板形式和出料篦板結(jié)構(gòu)優(yōu)化,有利于提高粉磨效率和產(chǎn)品細(xì)度的控制。
(七)滑履磨
“滑履磨”是“滑履支承球磨機(jī)”的簡(jiǎn)稱(chēng)。它應(yīng)用于中心傳動(dòng)的大型球磨機(jī),目前國(guó)產(chǎn)滑履磨中,最小的規(guī)格是φ3.8×13m,最大的規(guī)格是φ5.0×10+2.5中卸烘干磨。
與普通球磨機(jī)相比,去掉了中空軸和主軸承,以在筒體兩端安裝的滑環(huán)代替了中空軸,滑環(huán)與滑履底座內(nèi)采用油膜潤(rùn)滑,取代了主軸承的功能。筒體支撐點(diǎn)的距離縮短,筒體的彎矩得到了減輕;大型球磨機(jī)采用主軸承支承時(shí),聯(lián)結(jié)中空軸與筒體的螺栓受剪切力的作用,容易產(chǎn)生斷裂現(xiàn)象。改用滑履支承后,不僅消除了安全隱患,而且在剛度值允許的情況下,減薄了筒體鋼板的厚度,相應(yīng)降低了設(shè)備重量(10%左右)和制造成本。
與同規(guī)格球磨機(jī)相比,由于滑履磨沒(méi)有主軸承,物料從入磨到出磨的距離和時(shí)間相應(yīng)縮短,而粉磨工藝參數(shù)沒(méi)有變化,因此,磨機(jī)產(chǎn)量提高10%以上,物料流動(dòng)耗能減少。一般情況下,當(dāng)研磨體裝載量達(dá)到原裝載量的90%時(shí),就能夠達(dá)到原來(lái)的設(shè)計(jì)產(chǎn)量,有利于磨機(jī)節(jié)能高產(chǎn)。
* (八)影響球磨機(jī)產(chǎn)質(zhì)量的因素
影響球磨機(jī)產(chǎn)、質(zhì)量的因素很多,一般可分為工藝因素、機(jī)械因素和管理因素三大類(lèi)。球磨機(jī)的節(jié)能高產(chǎn)是一個(gè)系統(tǒng)工程,各個(gè)環(huán)節(jié)既彼此聯(lián)系,又相互制約,只有通盤(pán)考慮,密切配合,才能實(shí)現(xiàn)最佳節(jié)能高產(chǎn)效果。
1.工藝因素
(1)物料性質(zhì):入料粒度、水分、溫度、易磨性、磨蝕性等;
(2)工藝流程:開(kāi)路、閉路、預(yù)粉碎、混合粉磨、分別粉磨等;
(3)成品細(xì)度要求:篩余、比表面積、顆粒組成;
(4)外加劑使用:助磨劑、激發(fā)劑等;
(5)工藝技術(shù)參數(shù):循環(huán)負(fù)荷率、選粉效率等。
2.機(jī)械因素
(1)磨機(jī)通風(fēng)量:磨內(nèi)風(fēng)速、磨內(nèi)阻力、磨尾密封;
(2)磨內(nèi)結(jié)構(gòu):進(jìn)料螺旋、襯板形式、隔倉(cāng)板構(gòu)造、及功能、倉(cāng)位分配及活化環(huán)等;
(3)磨機(jī)傳動(dòng):傳動(dòng)方式、支承形式、軸承種類(lèi)、電機(jī)構(gòu)造、磨機(jī)轉(zhuǎn)速等;
(4)磨內(nèi)研磨體:種類(lèi)、級(jí)配、裝載量、填充率及裝填形式、平均球徑等;
(5)選粉機(jī)性能:結(jié)構(gòu)形式、配套設(shè)備選型布置、系統(tǒng)運(yùn)行參數(shù)、分級(jí)功能等;
(6)粉磨系統(tǒng)配置、計(jì)量、自動(dòng)控制水平:磨機(jī)負(fù)荷控制、率值配料在線控制、變頻調(diào)速控制、DCS集散控制系統(tǒng)等。
3.管理因素
設(shè)備管理是現(xiàn)代企業(yè)管理的重要組成部分。設(shè)備管理的核心內(nèi)容是:以人為本的全員管理和以計(jì)劃?rùn)z修為主的技術(shù)管理;并采用設(shè)備維護(hù)及其運(yùn)行指標(biāo)分解承包經(jīng)濟(jì)責(zé)任制、增強(qiáng)員工主人翁意識(shí),充分調(diào)動(dòng)員工主觀能動(dòng)性,健全、建立各項(xiàng)規(guī)章制度、管理規(guī)程,使設(shè)備管理科學(xué)化、制度化和正規(guī)化。為實(shí)現(xiàn)本系統(tǒng)優(yōu)質(zhì)、高產(chǎn)、低消耗、安全、清潔生產(chǎn),提供最基本的保證。具體工作應(yīng)從以下幾方面做起:
(1)強(qiáng)化員工技能培訓(xùn);
(2)健全設(shè)備技術(shù)檔案;
(3)實(shí)施計(jì)劃?rùn)z修;
(4)完善備品、備件管理;
(5)落實(shí)維護(hù)保養(yǎng)責(zé)任制;
(6)考核安全生產(chǎn)與成本分解。
二、立式磨
(一)工作原理與類(lèi)型
立式磨的機(jī)械術(shù)語(yǔ)名稱(chēng)(學(xué)名)為:輥式磨。與水平放置工作的球磨機(jī)比較,由于這種磨機(jī)是站立式工作方式,水泥行業(yè)內(nèi)習(xí)慣稱(chēng)其為:立式磨,又稱(chēng):碾磨機(jī)。1790年在英國(guó)應(yīng)用于工業(yè)生產(chǎn),到1928年德國(guó)人才正式將立式磨應(yīng)用于水泥工業(yè)的煤粉制備;我國(guó)于1978年引進(jìn)了德國(guó)的立式磨,1984年才開(kāi)始進(jìn)行立式磨機(jī)技術(shù)及裝備的國(guó)產(chǎn)化研究,并制成了首臺(tái)樣機(jī)投入工業(yè)運(yùn)行。
立式磨是根據(jù)料床粉碎原理,通過(guò)磨輥與磨盤(pán)的相對(duì)運(yùn)動(dòng)將物料粉碎,并靠熱風(fēng)將磨細(xì)的物料烘干、帶起、由分級(jí)裝置在磨內(nèi)分級(jí),粗粉落入磨盤(pán)重新被粉碎;成品利用氣流送出磨外由袋收塵器收集。
* 立式磨能量利用率高于球磨機(jī)。它集細(xì)碎、烘干、粉磨、選粉、輸送為一體,具有粉磨效率高、電耗低(比球磨機(jī)節(jié)電20~30%)、烘干能力大、產(chǎn)品細(xì)度調(diào)節(jié)方便、工藝流程簡(jiǎn)單、占地面積小、噪音低(比球磨機(jī)低20分貝)、金屬消耗少、檢修方便等優(yōu)點(diǎn)。
國(guó)外立磨一般以制造公司命名。如:雷蒙磨RP(美)、萊歇磨LM(德)、非凡磨MPS(德)、伯力鳩斯磨RM(德)、史密斯磨Atox(丹)等;富樂(lè)(美)、宇部(日)也生產(chǎn)LM磨。其主要區(qū)別在輥盤(pán)形狀不同。
國(guó)產(chǎn)立磨制造廠有沈重(MPS)。還有天津院(TRM)、合肥院(HRM),主要引進(jìn)非凡公司MPS(德)、伯力鳩斯公司RM技術(shù)(德)。磨機(jī)規(guī)格一般以磨盤(pán)直徑表示。TRM立磨規(guī)格單位是:分米;HRM立磨規(guī)格是:毫米。如:TRM32代號(hào)含義是:天津水泥設(shè)計(jì)研究院研制的立式磨,磨盤(pán)直徑為:3.2米;HRM2200代號(hào)含義是:合肥水泥研究設(shè)計(jì)院研制的立式磨,磨盤(pán)直徑為:2.2米。
(二)機(jī)械構(gòu)造與工作性能
立式磨由機(jī)殼與機(jī)座、磨輥與磨盤(pán)、加壓裝置、分級(jí)裝置、傳動(dòng)裝置和潤(rùn)滑系統(tǒng)等六大部分組成。
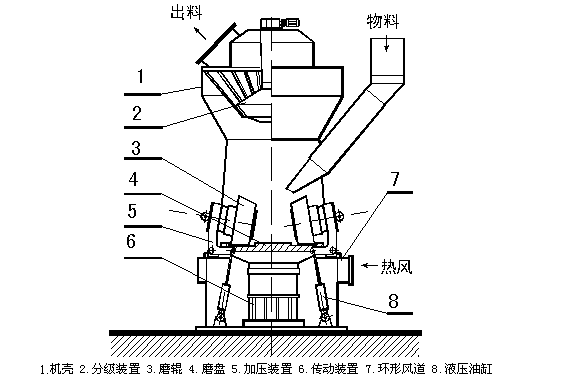 立式磨機(jī)構(gòu)造
立式磨機(jī)構(gòu)造
我國(guó)已有不少中型水泥廠選用國(guó)產(chǎn)立式磨粉磨全黑生料,使用效果良好。近年來(lái),新干法生產(chǎn)線在生料粉磨環(huán)節(jié)上,廣泛應(yīng)用了大型立式磨機(jī),取代了傳統(tǒng)的球磨機(jī)。
部分國(guó)產(chǎn)立式磨(生料)技術(shù)參數(shù)
|
型號(hào)規(guī)格 |
磨盤(pán)直徑(mm) |
入料粒度(mm) |
產(chǎn)品粒度(R0.08%) |
生產(chǎn)能力(t/h) |
主電機(jī)功率(kW) |
設(shè)備重量(t) |
|
HRM1300 |
1300 |
≤40 |
8~12 |
20~28 |
200 |
40 |
|
HRM1700 |
1700 |
≤50 |
8~12 |
40~48 |
380 |
70 |
|
HRM1900 |
1900 |
≤50 |
8~12 |
50~60 |
450 |
80 |
|
HRM2200 |
2200 |
≤60 |
8~12 |
70~90 |
630 |
150 |
|
TRM17 |
1700 |
≤50 |
8~12 |
23~35 |
250 |
64 |
|
TRM20 |
2000 |
≤60 |
8~12 |
36~55 |
400 |
75 |
|
TRM23 |
2300 |
≤70 |
8~12 |
50~75 |
560 |
162 |
|
TRM25 |
2500 |
≤80 |
8~12 |
65~95 |
710 |
230 |
|
TRM32 |
3200 |
≤60 |
8~12 |
150~220 |
1600 |
450 |
|
MPS2250 |
2250 |
≤60 |
8~12 |
52.5 |
500 |
115 |
|
MPS3150 |
3150 |
≤120 |
8~12 |
150 |
1075 |
266 |
|
MPS3450 |
3450 |
≤130 |
8~12 |
180 |
1300 |
315 |
|
MPS2650 |
2650 |
≤80 |
2~6 |
46(水泥) |
970 |
203 |
|
MPS3450 |
3450 |
≤100 |
2~6 |
91(水泥) |
1800 |
416 |
三、輥壓機(jī)
*(一)工作原理與類(lèi)型
輥壓機(jī)又稱(chēng):擠壓機(jī),是20世紀(jì)80年代出現(xiàn)的、以料床粉碎原理工作的一種新型粉磨設(shè)備。 1985年12月才正式投入工業(yè)使用。我國(guó)在1990年由合肥水泥研究院研制成功第一臺(tái)輥壓機(jī),通過(guò)國(guó)家技術(shù)鑒定。
輥壓機(jī)是由兩個(gè)相向旋轉(zhuǎn)的磨輥組成:固定棍和活動(dòng)輥。磨輥由兩臺(tái)電機(jī)分別驅(qū)動(dòng),物料由加料裝置均勻地喂入,在旋轉(zhuǎn)磨輥的作用下,被帶入兩輥之間的粉碎腔,受到擠壓作用,隨物料的下沉,料床間的空隙越來(lái)越小,擠壓的強(qiáng)度越來(lái)越大,直至達(dá)到最大值,粉碎后的物料,被擠壓成料餅的形狀而卸出。被擠壓過(guò)的物料細(xì)粉含量很高,而且在物料顆粒上存在大量微裂紋,其易磨性得以改善,這對(duì)下一步的粉磨極為有利。活動(dòng)磨輥的擠壓力是通過(guò)物料料床傳遞給固定磨輥的,不存在球磨機(jī)那樣的無(wú)效碰撞和摩擦,大部分能量都用于物料粉碎上,因而能量利用率很高,這是該設(shè)備節(jié)能、高產(chǎn)的主要原因。
輥壓機(jī)的工作特點(diǎn)是:滿料、高壓、慢速、料床粉碎;與輥式破碎機(jī)的主要區(qū)別:輥式破碎機(jī)在破碎腔內(nèi)的物料可多可少,彈簧壓力較低,輥筒轉(zhuǎn)速較快,以單顆粒破碎為主。
輥壓機(jī)粉碎過(guò)程分為三個(gè)階段“壓緊—粉碎—結(jié)餅” 沒(méi)有嚴(yán)格界限,具有一定的交互性。在我國(guó),輥壓機(jī)應(yīng)用于水泥熟料、生料、礦渣、煤、礦石等粉磨工藝之中,由早期的預(yù)粉碎擴(kuò)展到半終粉磨和終粉磨,以及與球磨機(jī)的聯(lián)合粉磨。
由于國(guó)產(chǎn)輥壓機(jī)的品種較少,目前沒(méi)有分類(lèi),只有規(guī)格大小不同。輥壓機(jī)的規(guī)格一般以磨輥直徑和寬度表示。例如:HFC1000/300代號(hào)含義:“HFC”代表合肥水泥研究設(shè)計(jì)院,輥壓機(jī)的磨輥直徑為:1000mm,磨輥寬度為:300mm。
(二)機(jī)械構(gòu)造與工作性能
輥壓機(jī)由:加料裝置、磨輥、傳動(dòng)裝置、液壓系統(tǒng)、潤(rùn)滑系統(tǒng)、機(jī)架和安全保護(hù)罩等幾大部分組成。
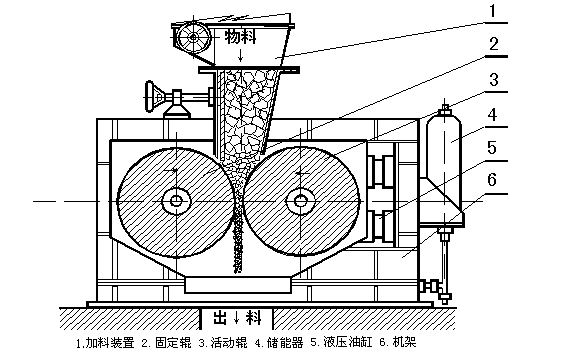 輥壓機(jī)構(gòu)造
輥壓機(jī)構(gòu)造
輥壓機(jī)性能可靠、運(yùn)轉(zhuǎn)率高、維護(hù)方便;工作時(shí),噪音低、粉塵少、有利于環(huán)境保護(hù),節(jié)能高產(chǎn)效果好,生產(chǎn)全過(guò)程可以實(shí)現(xiàn)自動(dòng)控制。
部分國(guó)產(chǎn)輥壓機(jī)技術(shù)參數(shù)
|
型號(hào)規(guī)格 |
輥縫寬度(mm) |
入料粒度(mm) |
出料粒度(%) |
生產(chǎn)能力(t/h) |
電機(jī)功率(kW) |
設(shè)備重量(t) |
|
≤2mm |
≤90μm |
|
HFC800/200 |
16~21 |
≤40 |
60~70 |
10~25 |
23~28 |
2×75 |
23 |
|
HFCK800/200 |
16~21 |
≤40 |
60~70 |
10~25 |
25~32 |
2×90 |
25 |
|
HFC1000/300 |
16~23 |
≤60 |
60~70 |
10~25 |
40~60 |
2×132 |
35 |
|
HFCK1000/300 |
16~23 |
≤60 |
60~70 |
10~25 |
45~70 |
2×160 |
38 |
|
HFC1200/360 |
20~30 |
≤70 |
60~70 |
10~25 |
60~110 |
2×225 |
54 |
|
HFC1400/500 |
25~30 |
≤80 |
60~70 |
10~25 |
100~160 |
2×355 |
75 |
|
PA1400×1100 |
|
≤60 |
65 |
25 |
460~510 |
2×800 |
140 |
|
PA1800×1700 |
|
≤70 |
65 |
25 |
750~800 |
2×1500 |
248 |
四、筒輥磨
輥筒磨又稱(chēng):“HORO磨”,是由法國(guó)FCB公司制造的臥式水平輥磨機(jī)。它是20世紀(jì)90年代出現(xiàn)的節(jié)能粉磨設(shè)備,它的工作原理與輥壓機(jī)相似,都是以料床粉碎原理為主,采用中等壓力、靠多次擠壓方式破碎、粉磨物料。只是輥壓機(jī)用兩個(gè)輥?zhàn)拥耐獗砻鏀D壓工作,而HORO磨是用圓筒的內(nèi)表面與輥?zhàn)拥耐獗砻婀ぷ鳎搀w轉(zhuǎn)動(dòng)帶動(dòng)磨輥,通過(guò)液壓調(diào)整磨輥位置來(lái)調(diào)節(jié)磨機(jī)粉磨壓力。輥筒磨的粉磨效率近似于輥壓機(jī),安全運(yùn)轉(zhuǎn)的可靠性近似于球磨機(jī),因此,得到水泥企業(yè)極大的關(guān)注。1992年應(yīng)用于工業(yè)生產(chǎn),目前世界上已有幾十臺(tái)磨投入使用,最大的生料臺(tái)時(shí)產(chǎn)量為225t/h,水泥臺(tái)時(shí)產(chǎn)量達(dá)到130t/h。我國(guó)目前引進(jìn)兩臺(tái),主要用于水泥粉磨。
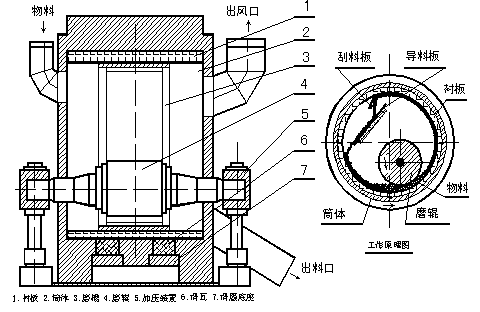
輥筒磨構(gòu)造原理圖
(一)輥筒磨構(gòu)造:
主要工作部件由筒體和磨輥組成。磨輥水平置于筒體內(nèi),液壓系統(tǒng)在磨輥上施加向下的研磨壓力;筒體由雙滑履支承,筒體回轉(zhuǎn)采用大小齒輪邊緣傳動(dòng),其速度一般高于球磨機(jī)的臨界轉(zhuǎn)速。筒體內(nèi)鑲有凹形磨槽,磨輥表面呈凸形,借助筒體外部的液壓裝置,磨輥向下施壓于磨槽。物料由筒體上部一側(cè)的進(jìn)料口喂入,經(jīng)過(guò)離心力的作用,緊貼筒體平鋪在其內(nèi)表面,再進(jìn)入磨槽與磨輥的間隙之中,依靠磨輥的壓力和磨槽隨筒體的轉(zhuǎn)動(dòng)形成的料床粉碎區(qū),受到類(lèi)似于輥壓機(jī)一樣的高效率粉碎;在刮料板和導(dǎo)料板的作用下,在粉磨區(qū)被擠壓4~6次后,通過(guò)出料區(qū)卸出磨機(jī)。物料在粉磨區(qū)所受的擠壓力一般為輥壓機(jī)的0.15~0.25倍、立式磨的2~3倍。出磨物料不結(jié)餅,無(wú)需打散機(jī),可直接進(jìn)入選粉機(jī)分級(jí)。輥筒磨研磨壓力中等、反復(fù)碾壓多次、可以不采用熱風(fēng)烘干。
(二)輥筒磨工作特點(diǎn)
輥筒磨是新一代的水泥粉磨設(shè)備,其特點(diǎn)如下:
1.工藝流程簡(jiǎn)單,主機(jī)設(shè)備少,控制操作靈活、方便,占地面積小,土建工程費(fèi)用低。
2.主機(jī)故障少,運(yùn)轉(zhuǎn)率高;檢修、維護(hù)方便,勞動(dòng)強(qiáng)度小。
3.整個(gè)系統(tǒng)處于負(fù)壓操作,無(wú)粉塵污染;運(yùn)轉(zhuǎn)平穩(wěn),噪音較小。
4.系統(tǒng)節(jié)電效果明顯,單位產(chǎn)品的電耗低,相同產(chǎn)量的球磨機(jī)綜合電耗一般在35~45kWh/t,而輥筒磨綜合電耗約26kWh/t,節(jié)電可達(dá)35%~70%。
5.自動(dòng)化水平高,設(shè)備起動(dòng)操作方便、快捷,整個(gè)系統(tǒng)在中控室集中控制,操作人員少,生產(chǎn)成本較低。
6.磨機(jī)對(duì)物料的適應(yīng)性強(qiáng),產(chǎn)品質(zhì)量穩(wěn)定,品種更換容易,細(xì)度易于調(diào)整,顆粒級(jí)配合理,水泥強(qiáng)度與球磨機(jī)相比略有提高。
水泥工業(yè)粉磨工藝技術(shù)與裝備的講座(七)——分級(jí)設(shè)備
一、分級(jí)方法類(lèi)型
把粉碎產(chǎn)品按顆粒粒徑大小分為兩種或幾種的作業(yè)過(guò)程稱(chēng)之為:分級(jí)。常見(jiàn)分級(jí)方法有:手選、篩選和流體分選。
1.手選是指:利用人工對(duì)粉碎產(chǎn)品進(jìn)行挑選,常用于處理產(chǎn)品中的個(gè)別大塊物料,分級(jí)效率低;
2.篩選是指:用工藝要求尺寸的篩網(wǎng),對(duì)粉碎產(chǎn)品分批進(jìn)行滑動(dòng)、振動(dòng)或回轉(zhuǎn)過(guò)篩,分成大、小或粗、細(xì)兩部分或不同粒徑范圍的幾部分;
3.流體分選是指:利用顆粒在氣體或液體中的阻力、慣性力、浮力、離心力等將粉碎產(chǎn)品按要求的粒徑分開(kāi)的過(guò)程。
目前在水泥生產(chǎn)中有干法分級(jí)和濕法分級(jí)兩種,常見(jiàn)的是干法分級(jí),就是利用流動(dòng)的空氣對(duì)粉磨產(chǎn)品進(jìn)行分級(jí)。
二、干法流體分級(jí)機(jī)類(lèi)型
干法流體分級(jí)過(guò)程分為:靜態(tài)分級(jí)、動(dòng)態(tài)分級(jí)和組合式分級(jí)三種。分級(jí)設(shè)備內(nèi)部結(jié)構(gòu)部件在工作時(shí)靜止不動(dòng),它可以利用不同結(jié)構(gòu)形式,來(lái)改變含物料氣流的速度、方向、慣性等因素,將部分粗顆粒分離出來(lái);稱(chēng)之為:靜態(tài)分級(jí);這類(lèi)設(shè)備一般稱(chēng)為:分離器或靜態(tài)分級(jí)機(jī);如果分級(jí)設(shè)備內(nèi)部結(jié)構(gòu)部件在工作時(shí)作相應(yīng)的配合運(yùn)動(dòng),利用其不同的轉(zhuǎn)速,分離出不同粒徑大小的顆粒物料稱(chēng)之為:動(dòng)態(tài)分級(jí)機(jī);把靜態(tài)分級(jí)與動(dòng)態(tài)分級(jí)結(jié)合在一起的分級(jí)設(shè)備,稱(chēng)之為:組合式分級(jí)機(jī);動(dòng)態(tài)分級(jí)機(jī)與組合式分級(jí)機(jī)統(tǒng)稱(chēng)為:選粉機(jī)。目前應(yīng)用于生料制備和水泥粉磨系統(tǒng)的分級(jí)機(jī),一般都屬于組合式選粉機(jī)。
三、選粉機(jī)發(fā)展史
選粉機(jī)由英國(guó)人1885年發(fā)明,1889年德國(guó)人將選粉機(jī)應(yīng)用于水泥工業(yè)生產(chǎn),至今已經(jīng)一百多年的歷史了。
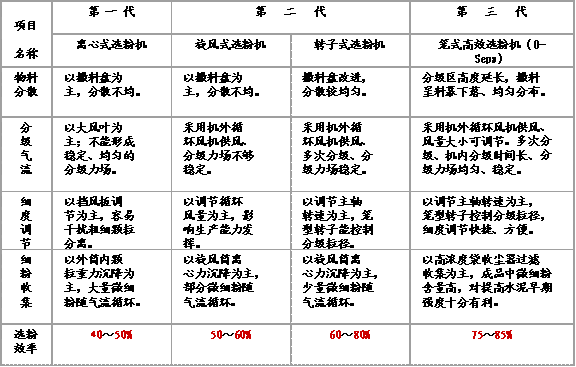
*選粉機(jī)的核心技術(shù)是:分散、分級(jí)和分離(收集)。最開(kāi)始的選粉機(jī)稱(chēng)之為:離心式選粉機(jī)。它是利用撒料盤(pán)分散物料、機(jī)內(nèi)風(fēng)葉旋轉(zhuǎn)產(chǎn)生的氣流分級(jí)物料、機(jī)內(nèi)物料重力沉降收集細(xì)粉;在行業(yè)內(nèi)稱(chēng)其為:第一代選粉機(jī)。從20世紀(jì)90年代末期開(kāi)始,離心式選粉機(jī)在我國(guó)已經(jīng)進(jìn)入全面淘汰期。
20世紀(jì)60年代,德國(guó)研制了旋風(fēng)式選粉機(jī),它利用撒料盤(pán)分散物料,機(jī)外風(fēng)機(jī)循環(huán)氣流在機(jī)內(nèi)分級(jí)物料、細(xì)粉在旋風(fēng)筒內(nèi)沉降被收集。與離心式選粉機(jī)相比較,它分級(jí)氣流的動(dòng)能增加,選粉效率明顯提高、細(xì)粉收集能力增強(qiáng)。70年代我國(guó)研制的旋風(fēng)選粉機(jī)在青島水泥廠試驗(yàn)成功,取得了良好的節(jié)能高產(chǎn)效果,在行業(yè)內(nèi)稱(chēng)其為:第二代選粉機(jī)。
1979年,日本小野田公司研制的O-Sepa選粉機(jī)成為籠式高效選粉機(jī)的代表,它保留了旋風(fēng)選粉機(jī)物料分散和機(jī)外風(fēng)機(jī)循環(huán)氣流機(jī)內(nèi)分級(jí)的優(yōu)點(diǎn),增加了機(jī)內(nèi)籠型轉(zhuǎn)子分級(jí)和機(jī)外以袋收塵器濾袋過(guò)濾為主的細(xì)粉收集裝置,從而改變了機(jī)內(nèi)選粉原理,并大幅度的提高了選粉機(jī)的處理能力、選粉效率和細(xì)粉收集能力。它大量地利用機(jī)外冷空氣,降低機(jī)內(nèi)物料溫度,可將出磨高濃度含塵氣體或其它輔助設(shè)備排放的含塵氣體直接引入選粉機(jī),簡(jiǎn)化了粉磨系統(tǒng),也有利于磨內(nèi)風(fēng)速的提高,降低粉磨電耗,增加磨機(jī)產(chǎn)量。行業(yè)內(nèi)稱(chēng)此籠式選粉機(jī)為:第三代選粉機(jī)。1987年,我國(guó)引進(jìn)了日本小野田公司的選粉機(jī)設(shè)計(jì)制造技術(shù),90年代初,在山東省建材機(jī)械廠成功地制造出國(guó)產(chǎn)的O-Sepa選粉機(jī)。
由于當(dāng)年水泥市場(chǎng)疲軟,國(guó)內(nèi)中小型水泥廠占絕大多數(shù),且基本上都采用φ3m以下的球磨機(jī),生產(chǎn)能力偏低;而O-Sepa選粉機(jī)生產(chǎn)能力較大,選粉機(jī)及配套高濃度袋收塵器一次性投資較大;加上國(guó)家標(biāo)準(zhǔn)中對(duì)水泥比表面積的要求不高,使O-Sepa選粉機(jī)的普及應(yīng)用工作受到一定影響。但籠式選粉機(jī)先進(jìn)的平面渦旋分級(jí)原理卻使大家十分青睞。
1994年,以張少明教授為代表的科研人員,成功地將這一現(xiàn)代分級(jí)技術(shù)嫁接到旋風(fēng)選粉機(jī)之中,研制出NHX型高效轉(zhuǎn)子式旋風(fēng)選粉機(jī)。簡(jiǎn)稱(chēng)為:轉(zhuǎn)子式選粉機(jī)。江蘇科行公司等高新技術(shù)企業(yè)在較短的時(shí)間內(nèi),將其完善、更新、升級(jí),并形成高效、節(jié)能的系列化產(chǎn)品,極大地滿足了廣大中、小型水泥廠節(jié)能改造的需要,目前應(yīng)用于φ3m以下球磨機(jī)的閉路系統(tǒng)覆蓋率達(dá)到80%以上,使我國(guó)水泥生產(chǎn)粉磨工藝的選粉技術(shù)向前跨進(jìn)了一大步。
四、選粉機(jī)規(guī)格及其選擇
離心式選粉機(jī)和旋風(fēng)式選粉機(jī)的規(guī)格以選粉室筒體直徑(m)表示;O-Sepa選粉機(jī)和國(guó)產(chǎn)轉(zhuǎn)子選粉機(jī)的規(guī)格以每分鐘的通風(fēng)量(m
3/min)表示。后兩種選粉機(jī)選型時(shí),應(yīng)根據(jù)磨機(jī)產(chǎn)量和選粉機(jī)的選粉濃度來(lái)進(jìn)行。
選粉濃度代表單位風(fēng)量能選出的成品量,是選粉機(jī)工作性能和能量利用率的重要標(biāo)志。該類(lèi)選粉機(jī)的選粉濃度一般為:0.75~0.85kg/m
3,常取:0.8kg/m
3來(lái)計(jì)算。
選粉機(jī)規(guī)格(m
3/min)=磨機(jī)生產(chǎn)能力×1000÷選粉濃度×60
1.舉例:某水泥廠φ2.2×7m閉路生料磨生產(chǎn)能力為30t/h,選擇配套轉(zhuǎn)子選粉機(jī)規(guī)格?
30×1000÷(0.8×60)= 625(m
3/min)
答:應(yīng)選擇規(guī)格為700(m
3/min)的轉(zhuǎn)子選粉機(jī)。
2.舉例:某水泥粉磨站φ3.8×13 m球磨機(jī)閉路系統(tǒng)生產(chǎn)能力可望達(dá)到90t/h,試選擇配套O-Sepa選粉機(jī)?
90×1000÷(0.8×60)= 1875(m
3/min)
答:應(yīng)選擇規(guī)格為2000(m
3/min)的O-Sepa選粉機(jī)。
五、O-Sepa選粉機(jī)
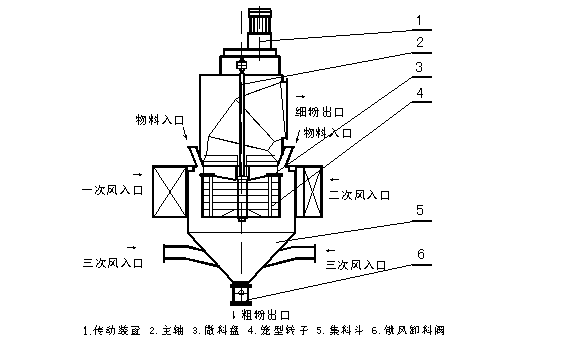
(一)構(gòu)造: O-Sepa選粉機(jī),又稱(chēng):水平渦流式選粉機(jī),是第三代籠型選粉機(jī)的代表。主要由殼體部分、回轉(zhuǎn)部分、傳動(dòng)部分和潤(rùn)滑系統(tǒng)組成。
 0-Sepa 選項(xiàng)粉機(jī)構(gòu)造
0-Sepa 選項(xiàng)粉機(jī)構(gòu)造
(二)工作原理
物料經(jīng)兩個(gè)入口喂入選粉機(jī)、落到撒料盤(pán)上,隨轉(zhuǎn)子旋轉(zhuǎn)的撒料盤(pán),將物料均勻地分散到轉(zhuǎn)子與導(dǎo)向葉片之間形成的選粉區(qū);來(lái)自磨機(jī)的氣流從一次風(fēng)管進(jìn)入選粉機(jī),來(lái)自收塵器的氣流由二次風(fēng)管進(jìn)入選粉機(jī),一次風(fēng)和二次風(fēng)經(jīng)導(dǎo)向葉片作用后,進(jìn)入選粉區(qū)分級(jí)物料;由垂直葉片和水平葉片組成的籠型轉(zhuǎn)子,回轉(zhuǎn)時(shí)使內(nèi)外壓差在整個(gè)選粉區(qū)高度上下維持一定,確保氣流穩(wěn)定、均勻,為物料分級(jí)創(chuàng)造了良好的條件;物料在選粉區(qū)下落的過(guò)程中,得到了多次重復(fù)分級(jí)的機(jī)會(huì),粗顆粒最后落入集料斗,經(jīng)過(guò)環(huán)境進(jìn)入的三次風(fēng)再一次地分選,部分貼附在粗顆粒上的細(xì)粉被三次風(fēng)帶起上升;粗顆粒則從下部的鎖風(fēng)閥卸出,返回磨機(jī)重新粉磨;合格的細(xì)粉隨氣流穿過(guò)籠型轉(zhuǎn)子的葉片,進(jìn)入轉(zhuǎn)子中部的通道,由細(xì)粉出口排出機(jī)外,進(jìn)入袋收塵器分離而被收集下來(lái)。一次風(fēng)、二次風(fēng)、三次風(fēng)的比例一般控制在:7∶2∶1的經(jīng)驗(yàn)范圍。
(三)工作特點(diǎn):
O-Sepa選粉機(jī)與其它選粉機(jī)不同之處有四點(diǎn):
1.選粉氣流水平引進(jìn)、兩側(cè)切向進(jìn)入;
2.撒料盤(pán)位于選粉室的籠型轉(zhuǎn)子上方,被選物料貫穿空氣選粉全過(guò)程;
3.籠型轉(zhuǎn)子的結(jié)構(gòu)形式根本改變了選粉原理;
4.轉(zhuǎn)子周?chē)膶?dǎo)向葉片改進(jìn)了氣流分布和物料在氣流中的分散狀態(tài),對(duì)其分級(jí)創(chuàng)造了良好條件。
O-Sepa選粉機(jī)選粉效率高,處理能力大,常用于生產(chǎn)能力在100t/h以上的球磨機(jī)閉路粉磨系統(tǒng),優(yōu)質(zhì)、節(jié)能、高產(chǎn)效果明顯。
O-Sepa選粉機(jī)有能力使成品水泥中10μm以下的顆粒含量大于10%、而其中3~30μm顆粒含量可達(dá)到65~70%以上。這是傳統(tǒng)的離心式選粉機(jī)或旋風(fēng)式選粉機(jī)很難實(shí)現(xiàn)的。
部分國(guó)產(chǎn)O-Sepa選粉機(jī)技術(shù)參數(shù)
|
型號(hào)規(guī)格 |
處理能力(t/h) |
水泥產(chǎn)量(t/h) |
比表面積(m2/kg) |
主軸轉(zhuǎn)速(r/min) |
通風(fēng)量(m3/h) |
電機(jī)功率(kw) |
|
N-250 |
30 |
8-12 |
300-350 |
250-550 |
15000 |
22 |
|
N-500 |
90 |
18-35 |
300-350 |
265-320 |
30000 |
45 |
|
N-750 |
135 |
27-45 |
300-350 |
180-330 |
45000 |
55 |
|
N-1000 |
180 |
36-60 |
300-350 |
250-285 |
60000 |
75 |
|
N-1500 |
270 |
54-90 |
300-350 |
185-240 |
90000 |
90 |
|
N-2000 |
360 |
72-120 |
300-350 |
165-210 |
120000 |
110 |
|
N-2500 |
450 |
90-150 |
300-350 |
145-190 |
150000 |
132 |
|
N-3000 |
540 |
108-180 |
300-350 |
135-170 |
180000 |
160 |
|
N-3500 |
630 |
126-210 |
300-350 |
80-175 |
210000 |
220 |
|
N-4000 |
720 |
144-240 |
300-350 |
75-165 |
240000 |
250 |
|
N-4500 |
810 |
162-270 |
300-350 |
70-156 |
270000 |
280 |
|
N-5000 |
900 |
180-300 |
300-350 |
65-147 |
300000 |
315 |
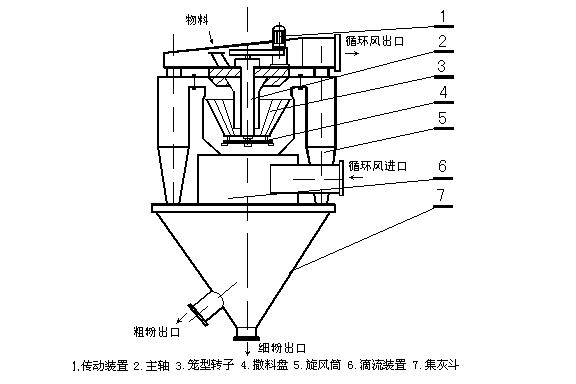
六、轉(zhuǎn)子選粉機(jī)
(一)構(gòu)造:轉(zhuǎn)子選粉機(jī)由殼體部分、回轉(zhuǎn)部分、傳動(dòng)裝置和細(xì)粉收集裝置(旋風(fēng)筒)等部分組成,內(nèi)部分級(jí)循環(huán)氣流由機(jī)外主風(fēng)機(jī)提供。
 轉(zhuǎn)子選粉機(jī)構(gòu)造
轉(zhuǎn)子選粉機(jī)構(gòu)造
(二)工作原理:
物料由入口喂入,落在撒料盤(pán)上;主軸帶動(dòng)撒料盤(pán)回轉(zhuǎn),將其均勻分散開(kāi)來(lái);機(jī)外主風(fēng)機(jī)鼓入的循環(huán)風(fēng)由下而上對(duì)物料進(jìn)行分級(jí),粗顆粒落入下錐體,從粗粉出口排出;細(xì)粉隨氣流上升,穿越回轉(zhuǎn)的籠型轉(zhuǎn)子,粗顆粒被擊落到粗粉出口;較細(xì)的顆粒隨氣流進(jìn)入旋風(fēng)筒被收集,經(jīng)集灰斗,從細(xì)粉出口排出。氣流從旋風(fēng)筒上部的出風(fēng)口、總風(fēng)管、循環(huán)風(fēng)出口進(jìn)入主風(fēng)機(jī)的入口,形成循環(huán)氣流。
轉(zhuǎn)子選粉機(jī)針對(duì)“分散”、“分級(jí)”和“分離”三個(gè)關(guān)鍵技術(shù),它在結(jié)構(gòu)上比旋風(fēng)式選粉機(jī)有如下改進(jìn):
1.采用高拋撒能力的撒料盤(pán),使物料分散均勻、充分。主軸傳動(dòng)選用了調(diào)速電機(jī),可改變?nèi)隽媳P(pán)轉(zhuǎn)速,調(diào)節(jié)產(chǎn)品細(xì)度更加方便。
2.在撒料盤(pán)上方增加了一個(gè)籠形轉(zhuǎn)子,其倒錐形的表面旋轉(zhuǎn)產(chǎn)生的旋流及切向剪力,強(qiáng)化和穩(wěn)定了分級(jí)力場(chǎng),增大了分散能力和提高了分級(jí)效率。
3.采用高效低阻的旋風(fēng)筒收集細(xì)粉,增大了進(jìn)風(fēng)渦旋角,延長(zhǎng)了含塵氣流在旋風(fēng)筒內(nèi)的停留時(shí)間,從而提高了各級(jí)細(xì)粉和超細(xì)粉的收集量。
轉(zhuǎn)子選粉機(jī)適合φ3m以下的球磨機(jī)閉路系統(tǒng)使用,系統(tǒng)緊湊、投資低廉、節(jié)能高產(chǎn)效果明顯、有利于降低生產(chǎn)成本;因旋風(fēng)筒對(duì)細(xì)粉的收集能力所限,轉(zhuǎn)子選粉機(jī)的規(guī)格不宜大型化,否則會(huì)引起超細(xì)粉流失過(guò)多,影響粉磨產(chǎn)品質(zhì)量。
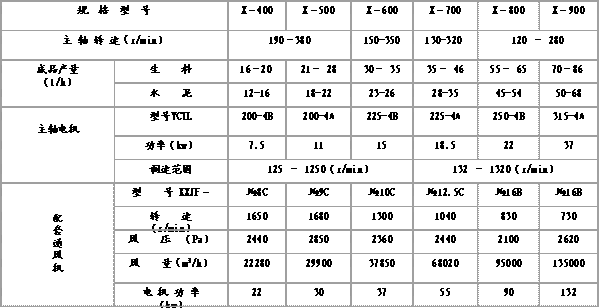
部分國(guó)產(chǎn)轉(zhuǎn)子選粉機(jī)的技術(shù)參數(shù)
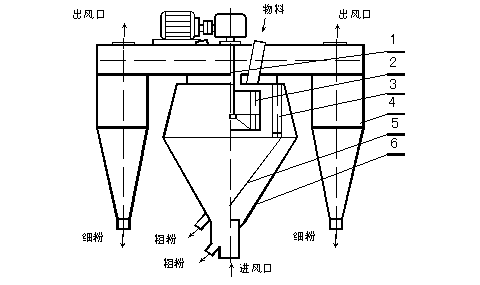
 七、組合式選粉機(jī):
七、組合式選粉機(jī):
由傳動(dòng)裝置、回轉(zhuǎn)部分(主軸、撒料盤(pán)、轉(zhuǎn)子等),機(jī)殼(內(nèi)筒、導(dǎo)向葉片、內(nèi)錐體、外筒、外錐體、進(jìn)風(fēng)口、加料口、兩個(gè)粗粉出口等),細(xì)粉收集裝置(四個(gè)旋風(fēng)筒等)組成。
用于生料制備的組合式選粉機(jī),集中了幾種選粉機(jī)的優(yōu)點(diǎn),使選粉機(jī)分選后的粗粉中,細(xì)粉含量大為減少。使系統(tǒng)循環(huán)負(fù)荷率降低,球磨機(jī)的粉磨效率得到相應(yīng)提高。在選粉過(guò)程中,可以通入低于300℃的熱風(fēng),邊分級(jí)、邊烘干。在新型干法水泥生產(chǎn)線得到了廣泛的應(yīng)用。它的主要特點(diǎn)是:
1.分級(jí)流暢穩(wěn)定,不受干擾;
2.籠型轉(zhuǎn)子的分級(jí)區(qū)較長(zhǎng),物料分級(jí)的幾率均等;
3.充分利用機(jī)殼內(nèi)的有效空間對(duì)物料進(jìn)行多次分選。
4.撒料盤(pán)上的凸臺(tái)高度和數(shù)量以及盤(pán)下的打散葉片,對(duì)物料分散效果有明顯的影響;
5.靜態(tài)分級(jí)裝置的導(dǎo)向葉片的固定方式,對(duì)設(shè)備使用壽命和故障率有直接的影響;
6.主軸采用高溫氟橡膠骨架密封,解決了主軸潤(rùn)滑漏油的問(wèn)題。
組合式選粉機(jī)的主要操作參數(shù)是主軸轉(zhuǎn)速和通風(fēng)量。其它如導(dǎo)向葉片角度等,則為輔助調(diào)節(jié)。改變主軸轉(zhuǎn)速,可以及時(shí)調(diào)整產(chǎn)品細(xì)度(比表面積);通風(fēng)量過(guò)小,會(huì)增大機(jī)內(nèi)喂料濃度,降低選粉效率;過(guò)大,雖對(duì)提高選粉效率有利,但增加了系統(tǒng)電耗和設(shè)備磨損;一般調(diào)試好之后,不宜再做過(guò)大調(diào)整。
用于水泥粉磨的組合式選粉機(jī),內(nèi)部結(jié)構(gòu)還要做一定的調(diào)整、并采用袋收塵器收集細(xì)粉,一般不用旋風(fēng)筒收集細(xì)粉,因旋風(fēng)筒對(duì)微細(xì)粉的收集困難,會(huì)影響水泥早期強(qiáng)度。
部分組合式選粉機(jī)技術(shù)參數(shù)
|
型號(hào)規(guī)格 |
處理能力(t/h) |
生料產(chǎn)量(t/h) |
通風(fēng)量(m3/h) |
電機(jī)功率(kw) |
|
DSM-750 |
120 |
30~45 |
45000 |
55 |
|
DSM-1500 |
270 |
55~90 |
90000 |
90 |
|
DSM-3000 |
540 |
100~180 |
180000 |
160 |
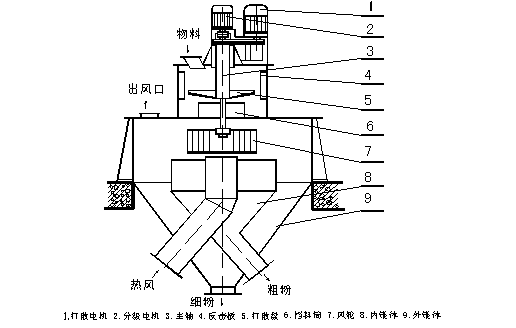
八、打散分級(jí)機(jī)
它由殼體部分、回轉(zhuǎn)部分、傳動(dòng)裝置和熱風(fēng)管等部分組成,內(nèi)部分級(jí)循環(huán)氣流由機(jī)外熱風(fēng)系統(tǒng)提供。 ,
 打散分級(jí)機(jī)構(gòu)造
打散分級(jí)機(jī)構(gòu)造
*打散分級(jí)機(jī)是輥壓機(jī)的配套設(shè)備,20世紀(jì)90年代初由合肥水泥研究院研制,1994年獲國(guó)家ZL。它集料餅打散與顆粒分級(jí)于一體,可以消除輥壓機(jī)邊緣漏料影響,以及開(kāi)停機(jī)過(guò)程中未被充分?jǐn)D壓粉碎的大塊物料,對(duì)后續(xù)球磨機(jī)系統(tǒng)產(chǎn)生的不利影響,以獲得優(yōu)質(zhì)、高產(chǎn)、節(jié)能的良好效果。
部分打散分級(jí)機(jī)技術(shù)參數(shù)
|
型號(hào)規(guī)格 |
處理能力(t/h) |
打散功率(kW) |
分級(jí)功率(kW) |
設(shè)備重量(t) |
|
SF400/100 |
40~70 |
30 |
22 |
18 |
|
SF450/100 |
50~90 |
37 |
22 |
22 |
|
SF500/100 |
60~110 |
45 |
30 |
25 |
|
SF550/120 |
90~150 |
45 |
30 |
30 |
|
SF600/120 |
120~200 |
55 |
37 |
37 |
|
SF650/140 |
180~280 |
75 |
45 |
45 |
打散分級(jí)機(jī)規(guī)格一般以:外錐體圓柱筒體的直徑/打散盤(pán)直徑(cm)表示。 “S”和“F”是打散的“散”字和分級(jí)的“分”字漢語(yǔ)拼音的開(kāi)頭字母。如:SF500/100表示打散分級(jí)機(jī)外筒體直徑為:5000mm,打散盤(pán)的直徑為:1000mm。該打散分級(jí)機(jī)的處理能力為:110t/h,打散電機(jī)功率為:45kw,分級(jí)電機(jī)功率為:30kw。
打散分級(jí)機(jī)的技術(shù)特點(diǎn)如下:
1.打散分級(jí)機(jī)集料餅打散與物料分級(jí)于一體,結(jié)構(gòu)簡(jiǎn)單、維護(hù)方便、打散效果好、分級(jí)效率高,單位時(shí)間處理能力大;
2.打散裝置與分級(jí)裝置采用兩臺(tái)電機(jī)分別驅(qū)動(dòng),既滿足提高打散能力的需要,又可以調(diào)節(jié)、控制產(chǎn)品細(xì)度;
3.在新型干法生產(chǎn)中,可以充分利用燒成系統(tǒng)余熱,在打散分級(jí)的同時(shí),具有懸浮烘干能力,熱交換效率高、出料水分低;
4.常與輥壓機(jī)配套使用,節(jié)能高產(chǎn)效果顯著。
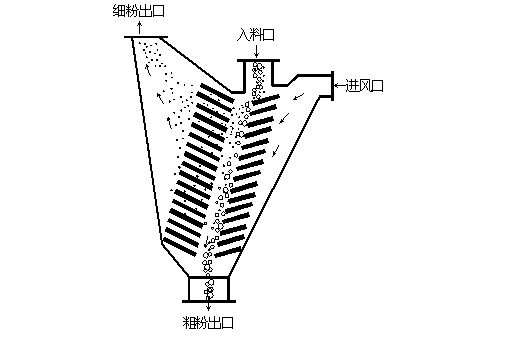 九、V型選粉機(jī)
九、V型選粉機(jī)
在輥壓機(jī)聯(lián)合粉磨系統(tǒng)中,目前國(guó)內(nèi)普遍采用的V型選粉機(jī),是德國(guó)KHD公司的技術(shù),該選粉機(jī)是一種完全靜態(tài)的粗選分級(jí)機(jī),本身無(wú)活動(dòng)部件,卻集打散、分級(jí)和烘干于一體。性能不亞于國(guó)產(chǎn)多功能的打散分級(jí)機(jī),且電耗可降低許多。V型選粉機(jī)外部殼體形狀像一個(gè)“V”字,因此而得名V型選粉機(jī)。它在分選的過(guò)程中,由于物料在機(jī)內(nèi)不停地撞擊、跳動(dòng)、下落或懸浮,與氣流有一個(gè)時(shí)間較長(zhǎng)的熱交換過(guò)程,因此,既可以冷卻溫度較高的熱物料,又可以烘干有一定水分的濕物料。實(shí)踐證明,該選粉機(jī)配套的分級(jí)風(fēng)機(jī)裝機(jī)容量較低,壓差小、風(fēng)量少,其單位產(chǎn)品能耗,僅有同等處理能力其他氣流選粉機(jī)的45%左右,節(jié)能效果明顯。
十、礦渣微粉分級(jí)機(jī)
近年來(lái),礦渣高細(xì)粉(俗稱(chēng):礦渣微粉)在水泥及商品混凝土中的應(yīng)用越來(lái)越廣泛。礦渣無(wú)論用作水泥大摻量混合材還是高性能混凝土細(xì)摻料,其基本條件是具備足夠的細(xì)度。
水泥混合材比表面積要求為350~500m
2/kg;混凝土摻合料為420~600m
2/kg,有的甚至高達(dá)800m
2/kg以上。還要求45μm篩的篩余≤2%;3~30μm的顆粒含量要達(dá)到65~70%;5μm以下的顆粒含量要≥20%等等。一般來(lái)說(shuō),生產(chǎn)礦渣微粉可以采用立式磨粉磨系統(tǒng)生產(chǎn),也可以采用球磨機(jī)粉磨系統(tǒng)生產(chǎn),礦渣微粉分級(jí)機(jī)就是礦渣球磨機(jī)粉磨系統(tǒng)中的關(guān)鍵設(shè)備之一。由于礦渣微粉中超細(xì)粉含量較多,容易產(chǎn)生團(tuán)聚、附壁現(xiàn)象,該類(lèi)分級(jí)設(shè)備,除了要具備組合式選粉機(jī)的優(yōu)點(diǎn)之外,還必須具備適應(yīng)超細(xì)粉的分散功能、分級(jí)功能和分離功能。
該選粉機(jī)由機(jī)殼部分、回轉(zhuǎn)部分、傳動(dòng)裝置和出風(fēng)管等組成;細(xì)粉收集系統(tǒng)由機(jī)外高濃度袋收塵器、主風(fēng)機(jī)及其管路組成。選粉機(jī)內(nèi)部循環(huán)風(fēng)的動(dòng)力源,主要來(lái)自細(xì)粉收集系統(tǒng)的主風(fēng)機(jī)。
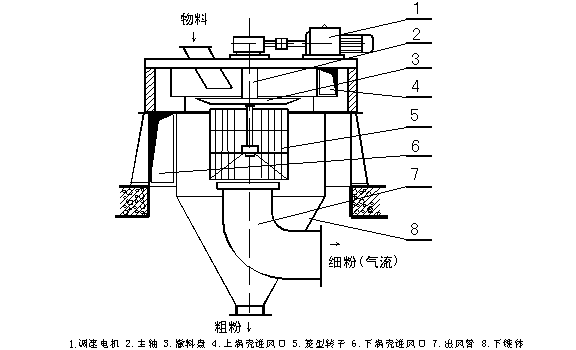 礦渣微粉分級(jí)機(jī)構(gòu)造
礦渣微粉分級(jí)機(jī)構(gòu)造
礦渣微粉分級(jí)機(jī)的工作過(guò)程如下:
粉磨后的礦渣,由上部物料入口喂入選粉機(jī),經(jīng)下料溜管落到撒料盤(pán)上;傳動(dòng)裝置驅(qū)動(dòng)主軸回轉(zhuǎn),固定在主軸上的撒料盤(pán)和籠型轉(zhuǎn)子隨之旋轉(zhuǎn),撒料盤(pán)上的礦渣粉被加速均勻地撒開(kāi);與此同時(shí),上渦殼進(jìn)入的氣流,在導(dǎo)向葉片的作用下,旋轉(zhuǎn)吹向撒料盤(pán),加速物料分散的力度,和下落料幕的均勻性;隨之也提高了選粉機(jī)對(duì)礦渣粉的處理能力;下落料幕在下渦殼進(jìn)入旋轉(zhuǎn)氣流的作用下,減緩了下落速度,延長(zhǎng)了懸浮分散的時(shí)間;在籠型轉(zhuǎn)子回轉(zhuǎn)產(chǎn)生的平面渦流的作用下,逐步分級(jí),粗顆粒由于自重或被轉(zhuǎn)子擊落,沉降到下錐體內(nèi),從底部粗粉出口排出,返回磨機(jī)重新粉磨;細(xì)顆粒隨氣流通過(guò)籠型轉(zhuǎn)子邊緣,進(jìn)入中心部位,被出風(fēng)管的負(fù)壓抽力帶入細(xì)粉收集系統(tǒng)過(guò)濾、分離、而收集下來(lái)。
由于主軸轉(zhuǎn)速可調(diào),使撒料盤(pán)和籠型轉(zhuǎn)子的轉(zhuǎn)速發(fā)生變化,不僅提高了對(duì)礦渣微粉的適應(yīng)性,而且對(duì)選粉機(jī)的產(chǎn)量和成品細(xì)度可以實(shí)現(xiàn)工藝要求的調(diào)控。
十一、選粉機(jī)應(yīng)用技術(shù)
(一)三代選粉機(jī)的主要結(jié)構(gòu)性能比較
(二)工藝參數(shù)
*閉路粉磨系統(tǒng)常用“循環(huán)負(fù)荷率”和“選粉效率”這兩個(gè)技術(shù)參數(shù)來(lái)調(diào)控圈流粉磨系統(tǒng)的工作狀況。
1.循環(huán)負(fù)荷率:
閉路粉磨系統(tǒng)中,選粉機(jī)的回料量(粗粉)與成品量(細(xì)粉)之比;
它是一個(gè)反映物料在粉磨系統(tǒng)中流動(dòng)分布情況的物理量。
2.選粉效率:
閉路粉磨系統(tǒng)中,選粉機(jī)選出合格細(xì)粉的成品量與選粉機(jī)喂料中所含有的細(xì)粉量之比;
它是一個(gè)反映選粉機(jī)對(duì)物料分級(jí)能力的物理量。它們都可以用出磨物料細(xì)度、回料細(xì)度、成品細(xì)度的篩余檢測(cè)值,計(jì)算而得。
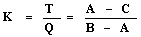

式中: K—循環(huán)負(fù)荷率,%
T—選粉機(jī)回料量,t/h
Q—選粉機(jī)成品量,t/h
E—選粉效率,%
A—選粉機(jī)喂料(出磨物料)細(xì)度(篩余R
0.08%)
B—選粉機(jī)回料細(xì)度(篩余R
0.08%)
C—選粉機(jī)成品細(xì)度(篩余R
0.08%)
從以上公式分析可得:
(1)在同一閉路粉磨系統(tǒng)中,當(dāng)出磨物料細(xì)度A和選粉機(jī)成品細(xì)度C基本不變時(shí),循環(huán)負(fù)荷率K越高,則選粉效率E越低;
(2)在同一閉路粉磨系統(tǒng)中,當(dāng)出磨物料細(xì)度A和選粉機(jī)成品細(xì)度C基本不變時(shí),選粉機(jī)回料細(xì)度B越大,則循環(huán)負(fù)荷率K越小,選粉效率E越高。
因此,在閉路粉磨工藝中,維持出磨物料細(xì)度A和選粉機(jī)成品細(xì)度C基本不變,如果回料細(xì)度(篩余)越大,說(shuō)明選粉機(jī)選粉效率越高,分級(jí)性能越好;反之,回料細(xì)度(篩余)越小,則選粉效率越低。
例:某水泥廠生料球磨機(jī)產(chǎn)量為30t/h,出磨物料細(xì)度、回料細(xì)度、成品細(xì)度分別為:R0.08=35%、65%、10%,試計(jì)算該系統(tǒng)循環(huán)負(fù)荷率、選粉效率以及出磨物料量?
解:1.循環(huán)負(fù)荷率:K=(A-C)/(B-A)
=(35-10)/(65-35)=0.83=83%
2.選粉效率:E=(100-C)/(100-A)(1+K)
=(100-10)/(100-35)(1+0.83)=0.76=76%
3.回料量:T=QK=30×0.83=25(t/h)
4.出磨物料量:F=T+Q=25+30=55(t/h)
答:該粉磨系統(tǒng)循環(huán)負(fù)荷率為:83%;選粉效率為:76%;出磨物料量為:55t/h。
(三)工藝流程圖的繪制方法
1.工藝流程中的主要設(shè)備和設(shè)施畫(huà)簡(jiǎn)易外形輪廓表示;
2.氣力輸送設(shè)備要求畫(huà)出,而機(jī)械輸送設(shè)備或設(shè)施及管道一般可以不畫(huà);按其物料輸送方向或氣體流動(dòng)方向以箭頭表示;以物料輸送為主的流程,以實(shí)線加箭頭表示;以氣體流動(dòng)為主的流程,以虛線加箭頭表示。
3.設(shè)備、設(shè)施構(gòu)筑物名稱(chēng),物料或氣體名稱(chēng)及其進(jìn)、出口位置,都應(yīng)該用簡(jiǎn)單、準(zhǔn)確、通俗的文字標(biāo)注清楚。必要時(shí),還可以加注各段流程的主要工藝技術(shù)參數(shù)。
4.工藝流程中關(guān)鍵的管道閥門(mén)應(yīng)盡量畫(huà)出,按國(guó)家標(biāo)準(zhǔn)《液壓及氣動(dòng)圖形符號(hào)》(GB786—76)作為繪制依據(jù)并附加文字標(biāo)注。
5.工藝流程圖力求圖面布置簡(jiǎn)潔、明了;不必苛求嚴(yán)格的定位尺寸和比例關(guān)系,重在表現(xiàn)組成系統(tǒng)的主要設(shè)備、設(shè)施以及物流和氣流的來(lái)龍去脈。
6.工藝流程圖,應(yīng)盡可能地作出簡(jiǎn)單、必要的說(shuō)明;一般先介紹系統(tǒng)主要設(shè)備的規(guī)格型號(hào),再按先物料流程、后氣體流程,分別闡述工藝過(guò)程及技術(shù)特點(diǎn)。
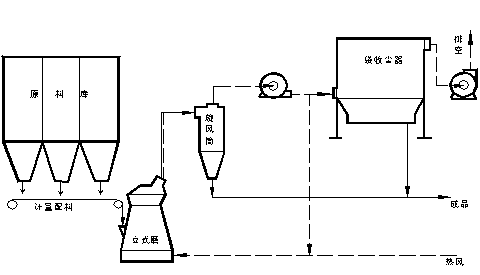 立式磨一級(jí)閉路生料制備工藝流程圖
立式磨一級(jí)閉路生料制備工藝流程圖
立式磨一級(jí)閉路生料制備工藝流程說(shuō)明:
1.物料流程:水泥原料→計(jì)量配料→庫(kù)底帶式輸送機(jī)→立式磨→旋風(fēng)收塵器→袋收塵器→生料拉鏈機(jī)→生料庫(kù);
2.氣體流程:熱風(fēng)→立式磨→旋風(fēng)收塵器→1號(hào)排風(fēng)機(jī)→袋收塵器→2號(hào)排風(fēng)機(jī)→排空。 循環(huán)風(fēng)(余熱利用)
